Learn the core technical bottlenecks of CNC machining for small-size PP (polypropylene) workpieces, including thermal deformation, dimensional instability, and burr issues. Explore practical, industry-proven solutions to improve precision and yield.
What Is PP Material?
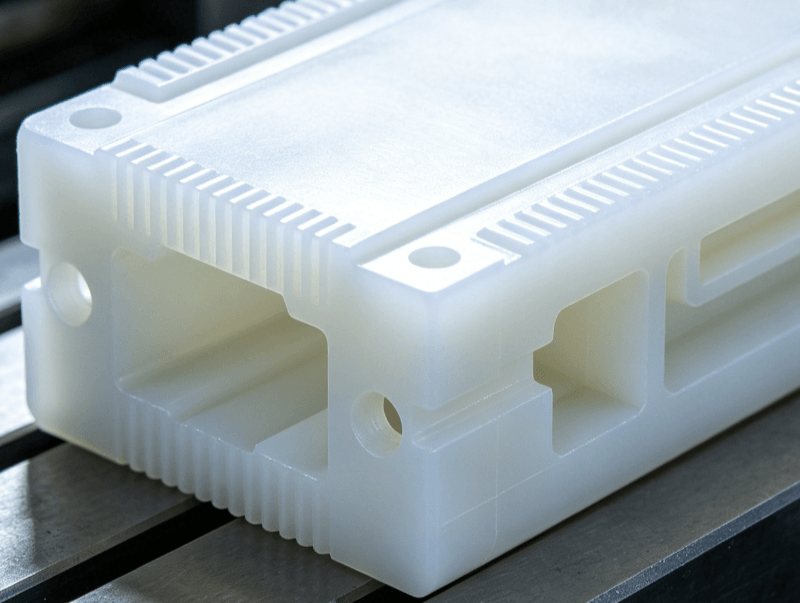
Polypropylene (PP) is one of the most widely used thermoplastic materials in precision manufacturing, valued for its lightweight, chemical resistance, low moisture absorption, and cost-effectiveness. Small-size PP workpieces are extensively applied in medical equipment, electronic accessories, semiconductor cleanroom piping components, and micro industrial parts.
Why CNC Machining Small-Size PP Parts Is Technically Challenging?
Due to PP’s inherent material properties—low stiffness, high elasticity, low melting point, and high thermal expansion coefficient—CNC machining of miniature PP parts faces unique technical challenges compared with metal engineering materials and rigid plastics. Unresolved processing bottlenecks often lead to dimensional errors, surface defects, warpage, and low production yield. This article systematically analyzes the key technical pain points of small-size PP workpiece CNC machining and provides targeted, actionable solutions for precision manufacturers.
What Are the Primary Machining Limitations for Micro Polypropylene Components?
Small-size PP parts usually feature micro dimensions, thin walls, and complex microstructures. Combined with PP’s soft, ductile, and heat-sensitive characteristics, traditional CNC machining parameters and processes are prone to multiple quality and stability problems. The main bottlenecks are summarized as follows:
Severe Thermal Deformation and Local Melting while Cutting
PP has a low melting point (160–170°C) and poor thermal conductivity, while CNC cutting generates continuous friction heat during high-speed operation. For small-size workpieces with small volume and weak heat dissipation capacity, cutting heat accumulates rapidly on the cutting edge and local processing areas. Excessive temperature causes local material softening, melting, and thermal expansion. After machining, the workpiece cools down and shrinks unevenly, resulting in out-of-tolerance dimensions and irregular shape distortion. In severe cases, sticky tooling and material scorching will occur, completely scrapping micro workpieces.
What Leads to Dimensional Instability and Inconsistent Machining Precision?
PP features low structural stiffness and high flexibility. Small-size thin-walled PP workpieces are extremely sensitive to cutting pressure and tool vibration. During the CNC cutting process, the material is prone to elastic deflection under tiny cutting forces, resulting in “shape wandering” and dimensional deviation. Unlike rigid materials, PP will produce elastic rebound after tool separation, making it impossible to maintain consistent tolerance accuracy (especially for ±0.05mm micro tolerances). In batch production, the dimensional consistency of small parts is poor, with high defective rates.
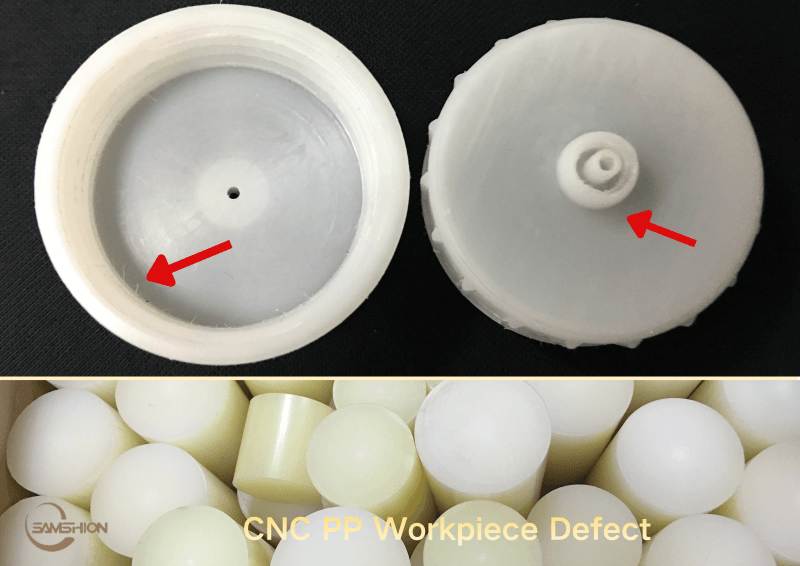
Heavy Burr Formation and Poor Surface Roughness of Small PP Workpieces
As a highly ductile thermoplastic, PP does not form crisp chips during cutting like metals or hard plastics. Instead, it produces smeared, stringy chips. Small size microstructures (micro holes, thin edges, tiny grooves) are particularly prone to residual burrs and fuzzy edges. Traditional deburring processes easily damage miniature workpiece structures, leading to secondary deformation or size damage. Moreover, improper tool selection or blunt cutters will exacerbate surface scratches, tool marks, and uneven roughness, failing to meet the precision surface requirements of medical and electronic parts.
Post-Machining Residual Stress and Warpage
During blank forming and CNC material removal, small PP workpieces accumulate internal residual stresses. Asymmetric cutting of micro parts disrupts the original stress balance of the material. After dismounting from the fixture, the residual stress is gradually released, causing slow warpage, bending, and flatness deviation. This hidden defect often appears after production, leading to batch rework and affecting assembly compatibility of precision small parts.
Machining PP materials causes accelerated tool abrasion and reduced tool lifespan
The soft and viscous properties of PP material easily cause chip adhesion to the tool flute and cutting edge. Long-term adhesion leads to tool dulling, increased cutting friction, and aggravated heat generation. For small-size workpiece machining that requires long-term continuous cutting, frequent tool wear directly reduces processing accuracy and stability, increasing production costs and tool replacement frequency.
Solutions for PP Small-Size Workpiece CNC Machining Bottlenecks
Aiming at the above technical pain points, manufacturers can optimize processing quality, precision, and yield from five dimensions: tool selection, cutting parameters, cooling system, fixture positioning, and post-processing technology.
Optimize Professional Cutting Tool Selection
Tool performance is the foundation of precision PP machining. For small-size PP workpieces, sharp, low-resistance plastic-specific cutters are mandatory. It is recommended to use single-flute high-polish carbide end mills with positive rake angles and smooth flute surfaces. The positive rake angle reduces cutting extrusion force and elastic deflection of PP materials, while the high polish coating effectively prevents chip adhesion and tool sticking. Avoid using blunt multi-flute tools and metal-specific cutters, which will cause severe burns and thermal melting. For micro-hole and micro-groove processing, ultra-fine grain micro cutters are adopted to ensure complete chip removal and clean cutting edges.
Adjust CNC Cutting Settings to Reduce Heat Generation
Excessively high spindle speed and low feed rate are the main causes of heat accumulation in PP machining. For small-size PP parts, follow the core parameter principle: moderate spindle speed, fast feed rate, and small cutting depth. Appropriately reduce the spindle speed to lower friction heat generation; increase the feed rate to shorten the tool dwell time on the material surface and avoid local overheating. Adopt layered small depth cutting instead of one-time heavy cutting to disperse cutting stress and heat. This parameter optimization effectively suppresses thermal deformation and elastic rebound, improving dimensional tolerance stability of micro workpieces.
Apply Effective Cooling and Chip Clearing Mechanisms
Given PP’s low heat resistance, efficient cooling is critical for small-size precision machining. Compressed air cooling is the most suitable solution for miniature PP parts, which can quickly take away cutting heat and blow away residual microchips to avoid chip scratching the workpiece surface. For high-precision batch production, micro-fog cooling can be used to achieve uniform heat dissipation without causing material moisture absorption or surface residue. Avoid large-flow liquid cooling, which may displace tiny workpieces and affect positioning accuracy. Timely chip removal prevents accumulated chips from secondary friction and melting adhesion on the workpiece.
Design Specialized Precision Jigs to Avoid Part Distortion
The poor rigidity of small PP workpieces requires low-pressure, uniform clamping fixtures to avoid extrusion deformation. Customize vacuum adsorption fixtures or soft contact positioning fixtures to replace traditional rigid clamping tools, which can evenly disperse clamping pressure and prevent local compression deformation of micro thin-walled parts. Optimize the clamping position to avoid stress concentration on key precision structures. For ultra-small parts, auxiliary positioning auxiliary trays are used to improve machining stability and eliminate vibration and chatter caused by unstable clamping.
Remove Residual Stress & Upgrade Post-Machining Procedures
To solve post-machining warpage problems, pre-process stress relief treatment is recommended for PP blanks before CNC machining, placing the blanks in a constant-temperature environment for standing to release internal forming stress. After machining, low-temperature annealing treatment is adopted for finished small workpieces to eliminate cutting residual stress and stabilize the material structure. For tiny burrs that are difficult to avoid in processing, use manual fine grinding or ultrasonic micro-deburring technology instead of conventional mechanical deburring to protect the integrity of microstructures and ensure excellent surface finish.
Stabilize CNC Processing Environment Temperature
PP has a high thermal expansion coefficient, and ambient temperature fluctuation will directly affect the dimensional accuracy of small workpieces. It is necessary to place CNC machining equipment in a constant-temperature workshop to control the ambient temperature fluctuation within ±2°C. Stable environmental temperature avoids overall thermal expansion and contraction of PP workpieces, ensuring long-term batch production precision consistency.
How Samshion Overcome Technical Bottlenecks in Small PP CNC Machining
CNC machining of small-size PP workpieces is restricted by the material’s inherent characteristics of low stiffness, low melting point, high elasticity, and high thermal expansion, mainly facing bottlenecks such as thermal melting deformation, dimensional instability, stubborn burrs, residual stress warpage, and easy tool adhesion. Through scientific optimization of plastic-specific tool selection, refined cutting parameters, efficient cooling and chip removal, customized precision fixtures, and stress relief post-processing technology, Samshion can effectively solve the above problems, meeting the strict precision requirements of medical, electronic, and semiconductor high-end fields.

Polypropylene (PP) Material Performance Comparison Table
For CNC Machined Miniature Workpieces
| Performance Index | Unit | Homopolymer PP | Impact Copolymer PP | 30% Glass-Filled PP | Medical-Grade PP |
| Density | g/cm³ | 0.90~0.91 | 0.90~0.91 | 1.12~1.15 | 0.90~0.91 |
| Flexural Modulus (Stiffness) | GPa | 1.3~1.6 | 0.9~1.2 | 6.5~8.0 | 1.1~1.4 |
| Melting Point | ℃ | 165~170 | 160~168 | 163~169 | 162~168 |
| Coefficient of Thermal Expansion | 10⁻⁵/℃ | 8~12 | 9~13 | 3~5 | 8~12 |
| Thermal Conductivity Performance | — | Poor, easy heat accumulation | Poor, prone to local melting | Fair, faster heat dissipation | Poor |
| Elastic Rebound During Machining | — | Moderate | Severe (dimensional drift) | Minimal, stable precision | Relatively large |
| Burr Formation Tendency | — | Moderate | Severe stringy burrs | Minimal clean edges | Moderate to high |
| Tool Adhesion & Built-Up Edge | — | Moderate | Severe, accelerated tool wear | Slight | Moderate |
| Post-Machining Warpage | — | Moderate | Obvious distortion after fixture unloading | Almost no warpage | Moderate |
| Typical Miniature CNC Applications | — | Small rigid support parts | Thin-wall elastic micro fittings | High-precision low-distortion components | Medical micro fluid connectors |
FAQs
Q1: Why do small PP CNC parts warp after machining?
A1: It is mainly caused by unbalanced residual stress generated during material cutting and uneven thermal expansion and contraction. Stress relief treatment and constant-temperature processing can effectively solve warpage problems.
Q2: What is the best tool for small PP workpiece CNC machining?
A2: Single-flute high-polish positive-rake carbide end mills are the best choice, which reduces cutting resistance, prevents chip adhesion, and ensures clean cutting edges.
Q3: How to avoid thermal melting of PP micro parts during CNC processing?
A3: Reduce spindle speed, increase feed rate, adopt layered small depth cutting, and match with compressed air cooling to control cutting heat accumulation.