Custom Sheet Metal Fabrication Services
Track your project in real-time—from design validation to final shipment. Our focus on user-centric design, meticulous attention to detail, and agile production processes empower innovators worldwide to accelerate market entry.
- Quality Assurance: ISO-certified inspections at every stage.
- On-Time Delivery: 98% adherence to committed deadlines.
- Design Optimization: DFM feedback to reduce costs and enhance manufacturability.
Custom Sheet Metal Fabrication Services | Rapid Prototyping and Volume Production
At Samshion, we specialize in precision sheet metal fabrication, transforming standard-gauge metals into durable prototypes and end-use components—from single-unit batches to high-volume orders. Combining advanced bending, punching, and cutting technologies with unmatched material expertise, we deliver parts that meet stringent functional and aesthetic demands across industries.
- Material Versatility: Work with stainless steel, aluminum, copper, and specialty alloys.
- End-to-End Solutions: Prototyping, surface treatment (anodizing, powder coating, plating), and assembly.
- Speed & Precision: Tight tolerances (±0.1mm) and rapid lead times, from 5 days for prototypes.
- Scalability: Seamlessly transition from 10 to 10,000+ units without compromising quality.

Sheet Metal Fabrication Services for Custom Parts
We have advanced machines, including laser cutters, bending systems, and welding equipment, we deliver precision sheet metal components tailored to your needs—from prototype batches to large-scale production. Our skilled engineering team ensure rapid turnaround times without compromising quality, supporting industries globally with reliable and efficient manufacturing solutions.
Fiber Laser Cutting
6kW fiber laser, ±0.1mm accuracy. Steel up to 20mm, aluminum up to 10mm, sheets to 3000×1500mm.
CNC Press Brake Bending

220T press brake, ±0.2° accuracy. Complex 3D enclosures from flat blanks, parts up to 3000mm long.
Punching & Stamping

±0.1mm hole positioning. Louvers, countersinks, embossing. Fast for high-density hole patterns.
TIG / MIG Welding

Stainless, aluminum, carbon steel. Leak testing and complete assembly delivery available.
What Is Sheet Metal Fabrication?
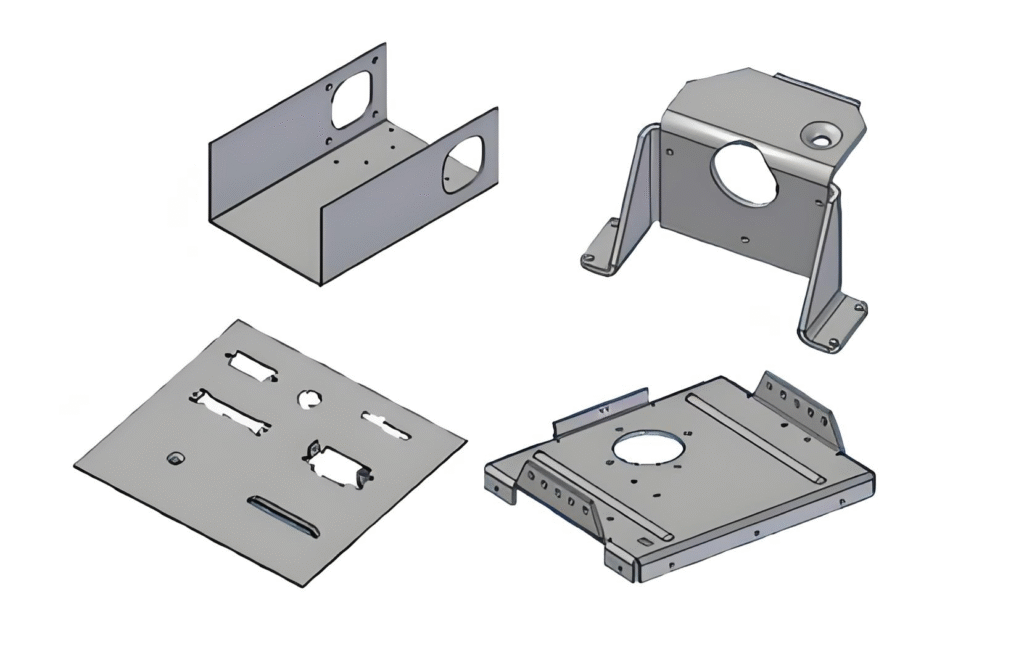
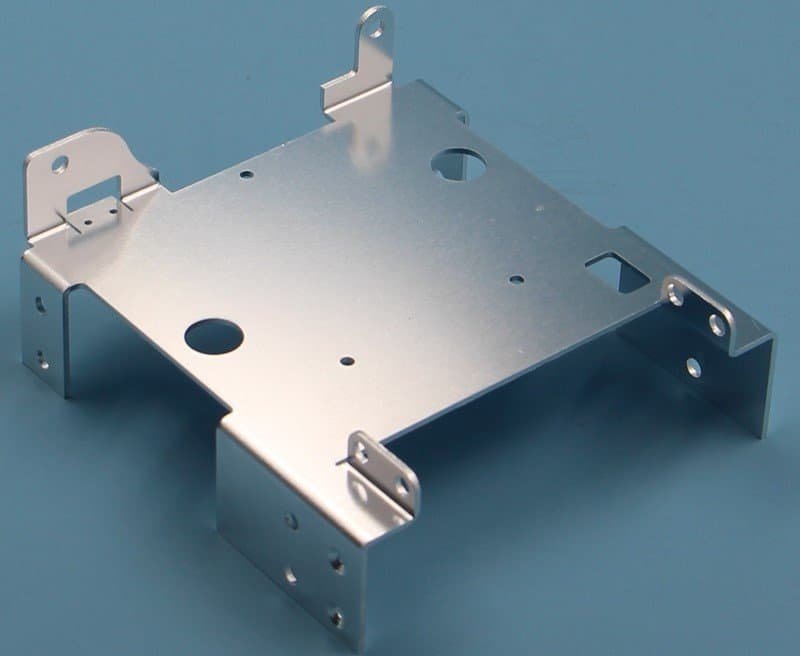
Sheet metal fabrication is a precision-driven manufacturing process that transforms flat metal sheets into functional components through cutting, bending, punching, and assembly. By utilizing techniques like laser cutting, press braking, and welding, thin metal sheets are shaped into complex geometries with high accuracy and durability. These parts are widely used in end-use applications such as enclosures, brackets, and structural frameworks, offering engineers reliable solutions for industrial, automotive, and electronic systems.
If you require custom sheet metal fabrication or seek a trusted partner for outsourcing precision metal parts, Samshion delivers expertise and efficiency. Connect with our skilled engineers and technicians to explore cost-effective, high-quality solutions tailored to your project’s specifications—whether for prototypes or large-scale production.
How Does Sheet Metal Fabrication Work?
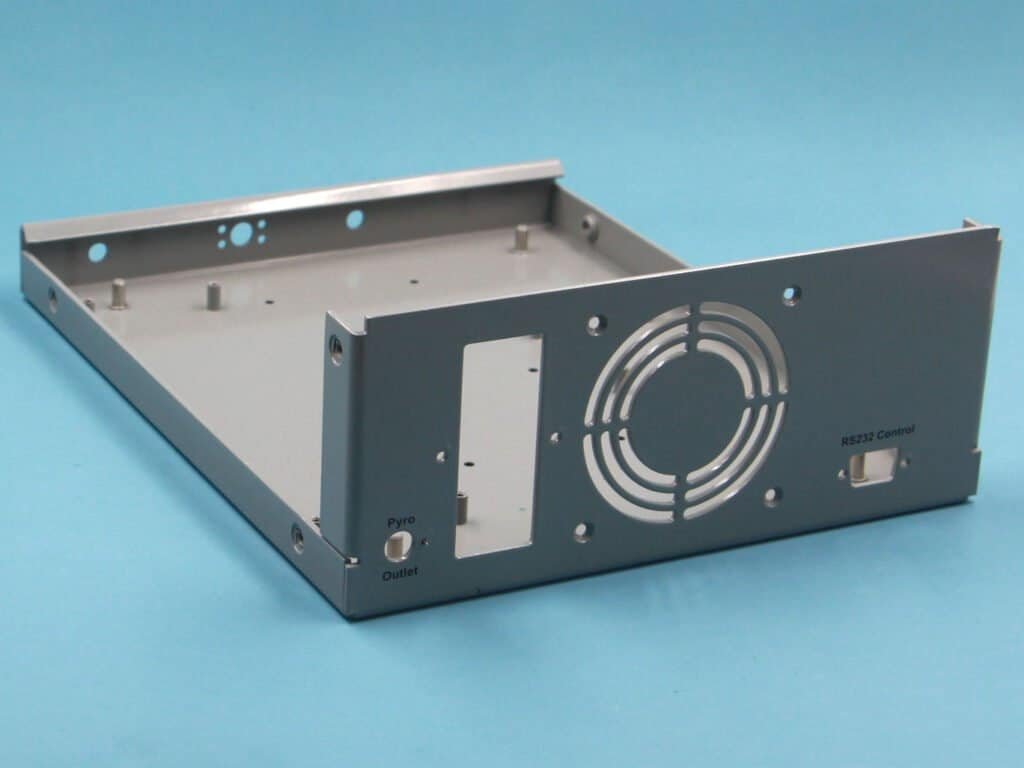
Sheet metal fabrication begins by shaping thin metal sheets through subtractive processes, where material is removed using cutting tools guided by programmed patterns. Techniques like laser cutting, waterjet, or CNC punching create precise features such as holes, slots, or complex contours based on the part design. Once cut, the metal undergoes deformation—commonly through press brakes—to bend or form it into 3D geometries like angles, channels, or enclosures. The final stage involves assembling fabricated pieces, often combining sheet metal with other components, to construct a complete product. Surface treatments like powder coating or anodizing may follow to enhance durability, aesthetics, or resistance to environmental factors.
For reliable sheet metal fabrication services, partner with Samshion to transform designs into precision-engineered components. Our expertise spans prototyping to high-volume production, ensuring quality and efficiency at every stage.
Fiber Laser Cutting
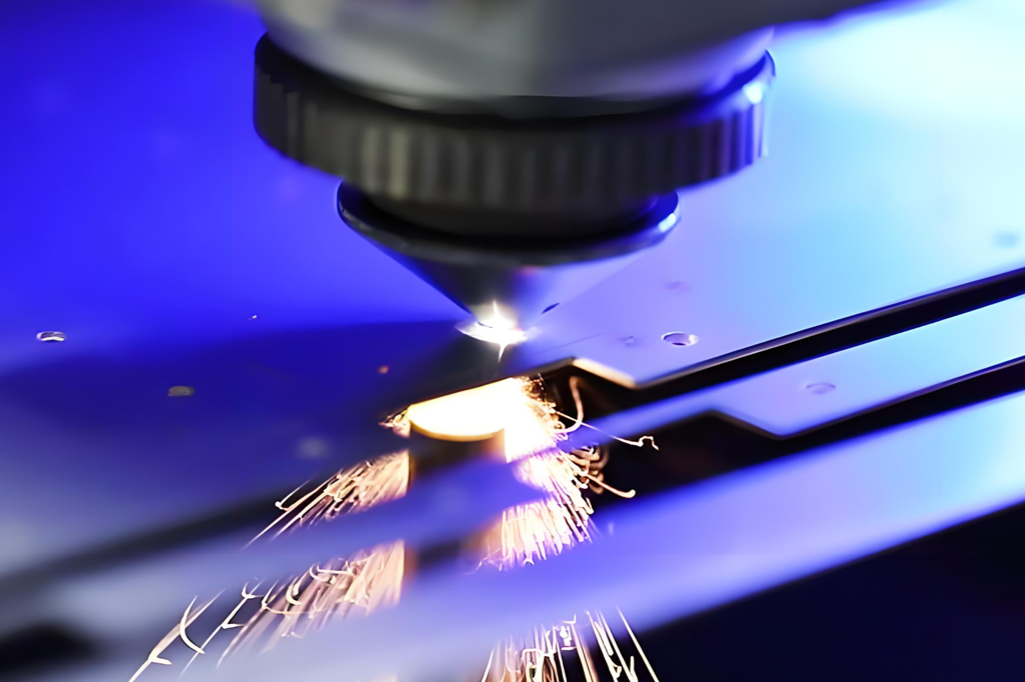
A 6kW fiber laser focuses a collimated beam onto the metal surface, vaporizing material along the programmed toolpath. An assist gas — oxygen for carbon steel, nitrogen for stainless and aluminum — blows the molten metal clear of the kerf. The result is a clean, narrow cut with no tooling required and excellent edge quality on any 2D profile.
Advantages
- No tooling — any 2D geometry direct from DXF
- ±0.1mm accuracy on intricate features
- Handles 0.3mm foil through 20mm structural plate
- Full sheet of complex parts processed in minutes
CNC Press Brake Bending
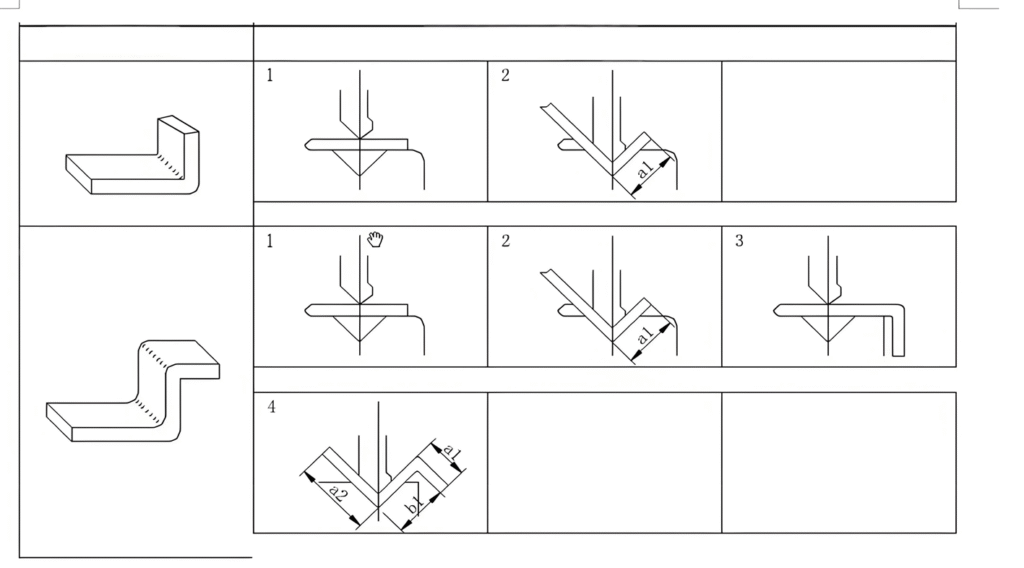
A CNC press brake forces sheet metal around a bend line using a precision punch and die under controlled tonnage. The CNC back-gauge positions each bend with ±0.1mm repeatability. Sequential bends produce complex 3D enclosures, brackets, channels, and flanges from a flat laser-cut blank with consistent angular accuracy.
Advantages
- ±0.2° angular accuracy for precision assembly fits
- No tooling charge for standard 90° and common bends
- Produces complex 3D forms from 2D flat blanks
- Consistent across prototype and production quantities
Punching & Stamping
A CNC turret punch indexes the sheet under a library of standard tool shapes — round holes, slots, louvers, countersinks, dimples, embossing — and stamps each feature with ±0.1mm positional accuracy. For high-density repeated patterns such as ventilation grilles and cable management panels, punching is significantly faster per hole than laser cutting.
Advantages
- Fastest process for high-density hole patterns
- Produces formed features — louvers, dimples, countersinks
- Cold-formed edges — no HAZ, better fatigue performance
- Economical for production volumes of perforated panels
TIG / MIG Welding & Assembly
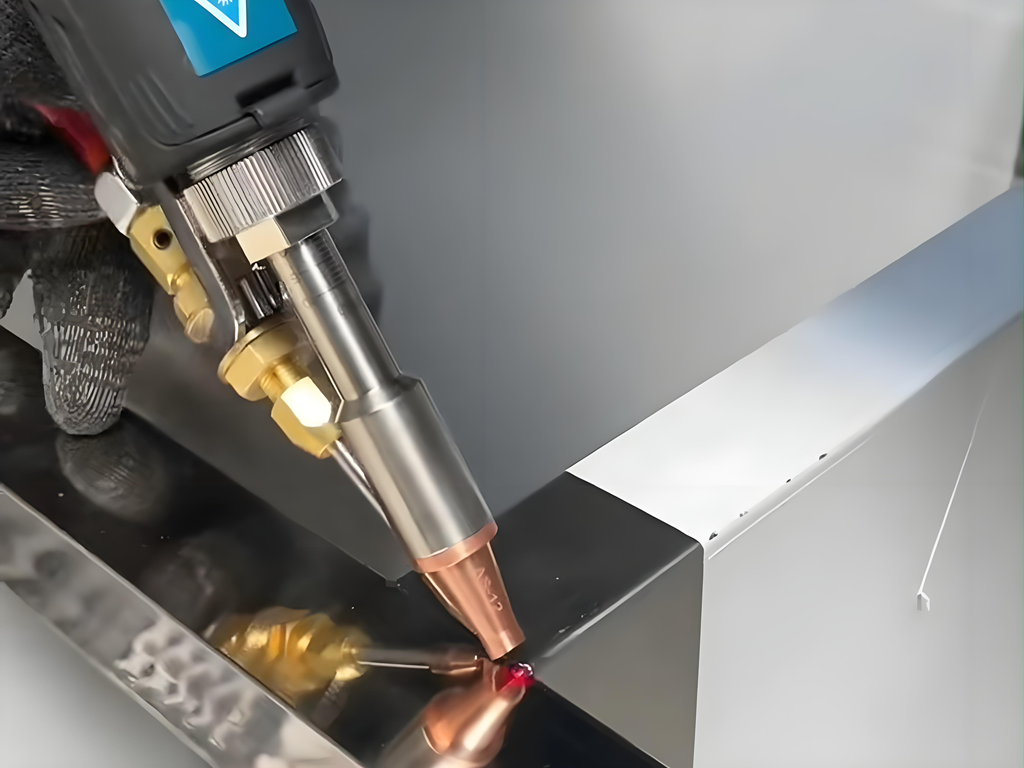
TIG welding produces the cleanest welds for stainless steel and aluminum — cosmetically excellent and suitable for leak-tight joints. MIG welding provides faster deposition for structural carbon steel assemblies. All assemblies are jigged to datum positions during welding to hold dimensional accuracy. PEM self-clinching inserts are installed before powder coating.
Advantages
- TIG welds on stainless are mirror-polishable
- Leak testing available for hydraulic and pneumatic assemblies
- PEM insert installation M3–M12 in-house
- Complete assemblies delivered — no on-site joining needed
Sheet Metal Prototyping to Production
Rapid sheet metal prototyping services at Samshion empower you to develop functional prototypes and validate designs through rigorous testing before market launch, minimizing development costs and risks. Our seamless transition from prototyping to full-scale production ensures precision, durability, and compliance with your specifications, making us the ideal partner for end-to-end sheet metal fabrication.
By collaborating with our team, you gain access to advanced CNC machining, precision tooling, and scalable solutions tailored to your project’s needs—whether for initial concept validation or high-volume manufacturing.

Rapid Prototyping
Obtain precision sheet metal prototypes in as few as 3 business days, with no minimum order requirements. This service accelerates design validation, reduces iteration costs, and ensures functional testing for faster product development.
- Lead Time: 1-5 business days
- Volume: 1-100 units
- Real-time DFM feedback for design optimization.

Low-Volume Manufacturing
Bridge prototyping and mass production with flexible, small-batch manufacturing. Ideal for market testing or phased rollouts, our service guarantees consistent quality and on-time delivery for mid-sized orders.
- Lead Time: 5-15 business days
- Volume: 101-10,000 units
- Achieve ±0.1 mm tolerances for tight specifications.

High-Volume Manufacturing
Scale seamlessly with large-scale sheet metal fabrication, including finishing and assembly. Our advanced facilities deliver high precision, cost efficiency, and strict adherence to specifications for bulk orders.
- Lead Time: 2-4 weeks
- Volume: 10,001+ units
- 30% Cost Reduction via robotic automation and bulk pricing.
Sheet Metal Materials Available at Samshion
A wide variety of materials are utilized in sheet metal fabrication to meet diverse industrial needs. Aluminum stands as a top choice due to its lightweight and corrosion resistance, with popular grades including 3003-H14 (excellent formability), 5052-H32 (high strength), 6061-T6 (structural applications), and 1100-H14 (general-purpose use). Stainless steel grade 304 is widely favored for its superior weldability, formability, and rust resistance, ideal for food processing or architectural components. For harsher environments like marine or chemical industries, grade 316 stainless steel offers enhanced corrosion protection. Brass, known for its conductivity and aesthetic appeal, is optimal for electrical components and decorative parts requiring precision forming and durability.
At Samshion, we source premium materials to ensure your sheet metal projects achieve functional and aesthetic excellence, whether for prototypes or high-volume production.
Aluminum
Aluminum alloys are engineered metallic materials composed primarily of aluminum combined with elements such as copper, magnesium, silicon, or zinc. Renowned for their exceptional strength-to-weight ratio, corrosion resistance, and versatility, aluminum alloys are widely used across industries ranging from aerospace to consumer electronics.
Alloys: 5083,5052.etc.
Finishing Options: Alodine, Anodizing Types II, III, III + PTFE, ENP, Media Blasting, Nickel Plating, Powder Coating, Tumble Polishing.
Stainless Steel
Stainless steel is a corrosion-resistant iron-based alloy containing a minimum of 10.5% chromium, combined with elements like nickel, molybdenum, and carbon. Renowned for its durability, aesthetic versatility, and hygienic properties, stainless steel is a cornerstone material in industries ranging from medical devices to architectural design.
Alloys: 303, 304L, 316L, 410, 416, 440C, 17-4PH, Nitronic 60.etc.
Finishing Options: Electropolishing, ENP, Media Blasting, Nickel Plating, Passivation, Powder Coating, Tumble Polishing, Black Oxide, Zinc Plating, Vibratory Tumbling.

Steel
Steel, an iron-carbon alloy enhanced with controlled amounts of other elements, is the backbone of modern engineering and construction. Renowned for its unparalleled strength, versatility, and cost-effectiveness, steel is pivotal across industries from infrastructure to advanced manufacturing.
Carbon Steel Types: 1045 Carbon, 1018 Carbon, Galvanized Low-Carbon.etc.
Alloys: 4140, 430, 420, 4130.etc.
Finishing Options: Electropolishing, ENP, Media Blasting, Nickel Plating, Passivation, Powder Coating, Tumble Polishing, Black Oxide, Zinc Plating, Vibratory Tumbling.
Copper
Copper, a ductile and malleable metal with exceptional electrical and thermal conductivity, is a cornerstone of modern technology and industrial applications. Known for its natural reddish-brown hue, corrosion resistance, and recyclability, copper and its alloys are indispensable in sectors ranging from electronics to renewable energy.
Brass: H59,H62.etc.
Copper: C1100,C1011.etc.
Finishing Options: Media Blasting, Nickel Plating, Passivation, Tumble Polishing, Vibratory Tumbling.etc.

| Material | Common Grades | Thickness Range | Laser | Bend | Best Applications |
| Carbon Steel | Q235B, SPCC, DC01 | 0.5–5mm | ✓ | ✓ | Structural frames, brackets, chassis, general enclosures |
| Stainless Steel 304 | 304, 304L | 0.5–5mm | ✓ | ✓ | Food equipment, medical devices, clean-room components |
| Stainless Steel 316L | 316, 316L | 0.5–5mm | ✓ | ✓ | Marine, chemical, pharmaceutical and medical implant use |
| Aluminum 5052 | 5052-H32 | 0.5–8mm | ✓ | ✓ | Electronics enclosures, general panels, cosmetic surfaces |
| Galvanized Steel | DX51D, SGCC | 0.5–4mm | ✓ | ✓ | Electrical cabinets, HVAC ductwork, outdoor enclosures |
| Copper | C11000, C10100 | 0.3–6mm | ✓ | ✓ | Electrical bus bars, heat exchangers, RF shielding panels |
| Brass | C26000, C36000 | 0.3–6mm | ✓ | ✓ | Decorative panels, instrument parts, connector hardware |
| Titanium | Grade 2, Grade 5 | 0.5–3mm | ✓ | ✓ | Aerospace brackets, medical implants, offshore components |
Surface Finishing Options for Metal Sheets
Surface treatments play a critical role in enhancing the mechanical performance, chemical resistance, and visual appeal of sheet metal components. By applying specialized finishes, you can extend the lifespan of parts, improve functionality in harsh environments, and achieve a polished aesthetic tailored to your application. Below are key finishing options compatible with sheet metal fabrication processes, designed to meet industrial and commercial standards.
For tailored solutions, partner with Samshion to select the ideal finish for your project—whether prioritizing durability, aesthetics, or compliance with regulatory requirements.

Powder Coating
All metals
Electrostatically applied polymer powder baked at 180–200°C. Any RAL color, matte/satin/gloss finish. Excellent corrosion resistance and impact durability for enclosures and panels.
Anodizing (Type II)
Aluminum
Electrochemical oxide layer 5–25μm thick. Clear, black, gold, or custom dye colors. Increases surface hardness and corrosion resistance without significant dimensional change.
Hard Anodizing
Aluminum
Type III produces a 25–50μm hard oxide layer. Excellent wear resistance for sliding surfaces and aerospace structural components. Clear or black finish.

Zinc Plating
Carbon steel
Electrodeposited zinc 5–25μm thick. Standard corrosion protection for brackets, fasteners, and structural steel parts. Clear, yellow, or black chromate passivation options.

Electropolishing
Stainless steel
Electrolytic removal of 20–30μm surface metal produces a mirror-bright, ultra-smooth finish. Reduces bacterial adhesion — standard for food processing and medical components.
Passivation
Stainless steel
Nitric or citric acid bath removes free iron from the surface and restores the native chromium oxide layer after welding or cutting. Maximizes corrosion resistance.

Brushed Finish
SS · Aluminum
Unidirectional mechanical abrasion at 120–240 grit produces a satin linear texture. Standard finish for consumer electronics panels and architectural metal surfaces.
E-coat (Cataphoresis)
Steel · SS
Electrodeposition primer coat with uniform coverage into recesses and internal surfaces. Ideal base for powder coat on complex welded assemblies with hard-to-reach areas.
Quality Control — Every Part Verified

DXF File Review
Every file checked for minimum feature sizes, bend feasibility, hole-to-edge distances, and material compatibility before production starts. Issues flagged within 24 hours of upload.
First Article Inspection
First-off parts verified with calipers and CMM before the production run proceeds. Critical dimensions checked against DXF or drawing — formal FAI report available on request.
Weld & Finish QC
Weld bead visual and dye-penetrant inspection on all structural welds. Surface finish verified against approved color chip and texture standard before packing and shipment.
Photo Archive + CoC
100% visual inspection of every part before packing. High-resolution photographs archived with each order. Certificate of Conformance and mill material certificates available.
Sheet Metal DFM Design Guidelines
Laser Cutting Guidelines
Min hole diameter ≥ 1× material thickness
Holes smaller than the material thickness produce slag buildup and poor edge quality. For stainless steel, maintain hole diameter ≥ 1.5× thickness for clean cut quality.
Min hole-to-edge distance ≥ 2× thickness
Features too close to the sheet edge cause material deformation or breakout. Keep all holes at least 2× material thickness from any cut edge.
Min slot width ≥ 1.5× material thickness
Narrow slots accumulate heat and produce poor cut quality on thick materials. For fine slots, apply kerf compensation in your DXF file to achieve final dimensions.
Internal corner radii ≥ 0.5mm
Sharp internal corners concentrate heat and are prone to micro-cracking under load. A minimum 0.5mm radius on all re-entrant corners improves both cut quality and fatigue life.
Bending Guidelines
Min bend radius ≥ 1× material thickness
Bending inside a tighter radius cracks the outer fiber. Use 1.5× for stainless steel and 2× for hard-temper aluminum. Always specify material temper on your drawing.
Min flange height ≥ 3× thickness + radius
Flanges shorter than this cannot be back-gauged reliably, causing angular error. Standard minimum is 3× thickness or 6mm, whichever is larger.
Keep features away from bend zones
Holes or slots within 1.5× bend radius of a bend line distort during forming. Move features at least 2× bend radius plus material thickness away from all bend lines.
Specify bend direction on flat patterns
Mark bend-up or bend-down orientation on asymmetric flat-pattern DXF files to eliminate fabrication errors and prevent costly re-work during production.
Welding Guidelines
Specify weld type and size on drawings
Call out fillet weld size (e.g. 3mm), position (full perimeter or tack points), and inspection requirement. Ambiguous callouts increase defect risk and cost uncertainty.
Avoid welding thin sheet under 0.8mm
Sheet below 0.8mm burns through during TIG welding without skilled pulse control. For thin-gauge assemblies, spot welding or laser welding is preferred over TIG.
Add 0.5–1mm root gap on butt joints
Zero-gap butt joints produce incomplete fusion at the weld root. A 0.5–1mm gap ensures full penetration — especially important on stainless steel and aluminum.
Indicate post-weld datum dimensions
Welding distorts flat sheets, especially panels over 300mm. Mark the critical datum dimensions that must be held after welding and fixturing on your assembly drawing.
Hardware & Assembly Guidelines
Use PEM inserts for threaded connections
Self-clinching PEM press-in nuts (M3–M12) provide strong, vibration-resistant threads in sheet metal as thin as 0.9mm — far stronger than tapped holes in thin sheet.
Min edge distance for PEM inserts = 2× OD
PEM inserts require edge distance from hole center to nearest sheet edge equal to twice the PEM outer diameter. Insufficient edge distance causes clinch-out failure under load.
Provide assembly datums on welded parts
Indicate at least two X/Y datum features (holes or machined edges) on finished assembly drawings for CMM inspection and mating part alignment.
Mark bend direction on flat patterns
Mark up/down bend orientation on asymmetric flat-pattern DXF files. Clear orientation callouts eliminate assembly errors during fabrication and reduce re-work risk.
Frequently Asked Questions
What file format should I submit for sheet metal parts?
DXF is the standard for flat laser cutting and punching — preferred for single-operation flat blanks with complex 2D profiles. STEP is required for 3D bent assemblies so we can verify bend angles and flange dimensions. DWG is also accepted. For welded assemblies with multiple components, provide a STEP assembly plus individual part DXFs for the most efficient quoting and review process.
What is the maximum sheet size you can process?
Our fiber laser cuts sheets up to 3000 × 1500mm. The press brake handles bending lengths up to 3000mm. For parts exceeding these limits, we can split the design at a structural joint, fabricate sections separately, and weld them together — our engineers will advise on the best joint strategy to maintain flatness, strength, and dimensional accuracy.
What tolerance should I expect for bent sheet metal parts?
Our CNC press brake achieves ±0.2° angular accuracy and ±0.3mm linear tolerance on flange lengths as standard. For tighter tolerances (e.g. ±0.1° or ±0.1mm), CNC machining of critical features after forming is available. Always specify your tolerance requirements explicitly on your drawing — we apply general tolerances unless tighter values are called out.
Can you supply sheet metal with powder coating or anodizing?
Yes, both finishes are done in-house. Powder coating is available in any RAL color with matte, satin, or gloss finish. Anodizing (Type II and Type III hardcoat) is available for all aluminum parts. We also offer zinc plating for carbon steel, electropolishing for stainless, passivation, and brushed finishes. Specify the finish requirement on your order and we include it in the quote.
Do you support low-volume production runs, not just prototypes?
Yes. We fulfill orders from 1 piece through 5,000+ pieces per month. Sheet metal has no tooling cost, so there is no price penalty at low volumes. Pricing scales predictably from prototype (1–10 pcs) through bridge production (100–500 pcs) into ongoing production supply. Contact us for volume pricing tiers and blanket order agreements with scheduled delivery.
Can you weld dissimilar metals together?
Some combinations are feasible — stainless steel to carbon steel using 309L filler wire is standard practice. Aluminum alloys to each other weld well with the correct 4000 or 5000-series filler wire. Stainless steel to aluminum is not directly weldable and requires a bimetallic transition insert or mechanical fastening. Always consult our engineers before specifying dissimilar-metal welds.