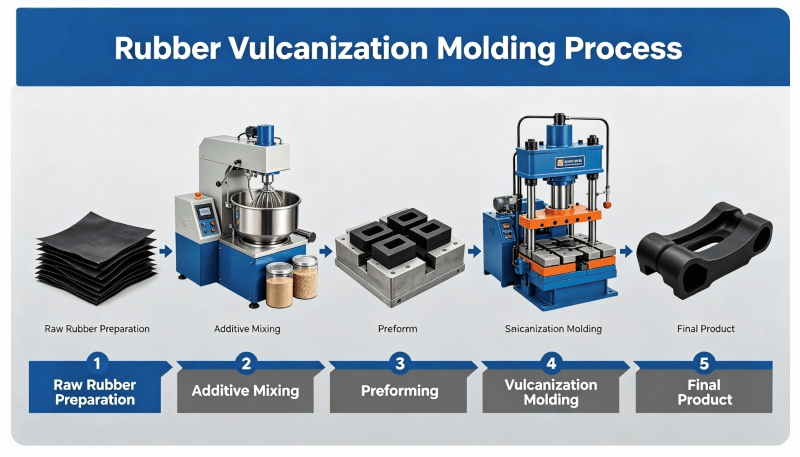
Vulcanization (also known as curing) is the core manufacturing process for rubber products. It is an irreversible chemical cross-linking reaction. By applying precise heat, pressure and holding time, raw linear rubber polymer chains are connected into a stable 3D network structure. This process converts soft, easily deformed raw rubber into elastic, wear-resistant, high-temperature resistant and dimensionally stable finished rubber parts. It is widely used in automotive sealing, electronic accessories, medical rubber parts, industrial gaskets and daily elastic products.
Working Principle of Vulcanization
Raw rubber is composed of disordered linear polymer chains, which are prone to creep, deformation and adhesion. After mixing with vulcanizing agents (mainly sulfur), accelerators and fillers, the rubber compound is heated under mold pressure. The sulfur molecules cross-link the independent rubber chains to form a tight three-dimensional network. This fundamentally improves tensile strength, elasticity, compression set resistance, abrasion resistance and chemical stability of rubber materials.
Main Vulcanization Molding Methods
Compression Molding (CM)
The most common and cost-effective vulcanization process. Pre-weighed rubber compound is placed into a heated mold cavity, then compressed and cured under high temperature and pressure. Suitable for small-batch, multi-variety, complex-structured rubber parts.
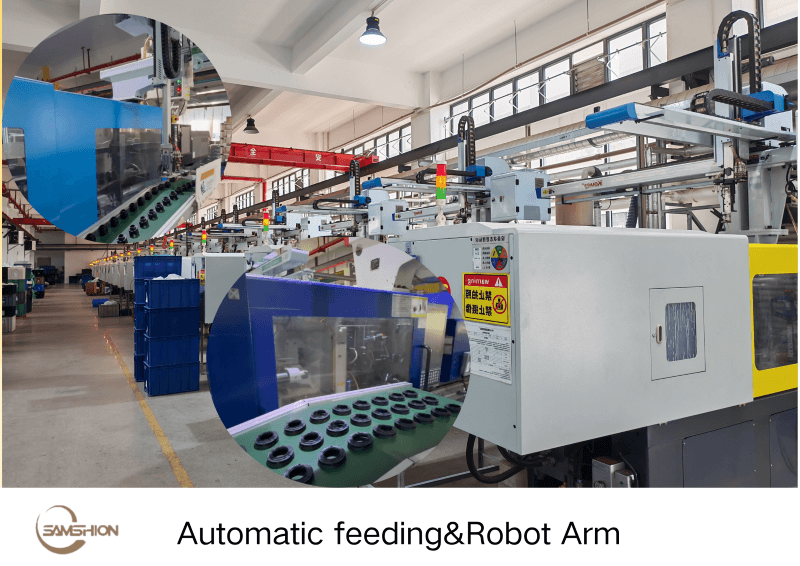
Injection Molding (IM)
Automatic feeding, plasticizing and high-pressure injection of rubber compound into the closed hot mold. Features fast cycle, high precision, low material waste and stable consistency. Ideal for mass production of high-precision tiny rubber parts.
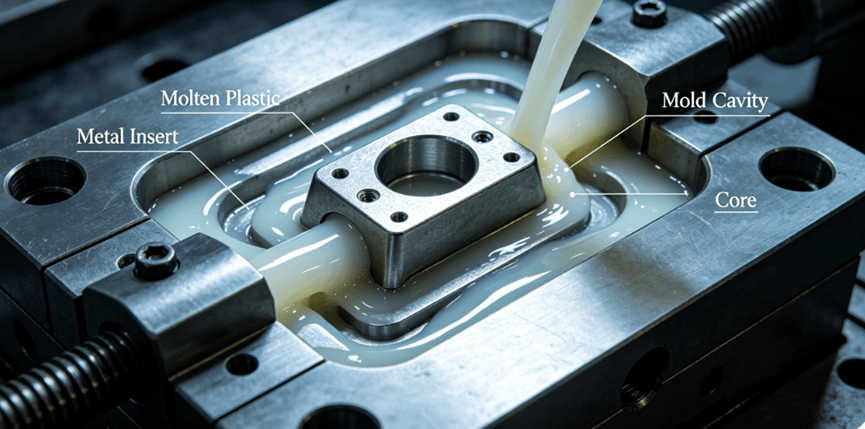
Transfer Molding
A hybrid process of compression and injection molding. Rubber is transferred into the cavity through a runner system under pressure. Suitable for parts with embedded metal inserts and high-density multi-cavity molds.
Comparison Table: Compression Molding VS Injection Molding VS Transfer Molding
| Comparison Item | Compression Molding | Injection Molding | Transfer Molding |
| Core Principle | Preform rubber compound is placed into open mold, then full mold closes to press & cure rubber under heat and pressure. | Plasticized rubber is injected into closed heated mold cavity via screw high pressure automatically. | Rubber stock is loaded into a transfer pot; plunger pushes material through runners into sealed mold cavities. |
| Advantages | 1. Low mold cost, simple tool structure 2. Suitable for ultra-large rubber parts and thick wall products 3. No runner waste, higher material utilization 4. Compatible with all common rubber compounds 5. Ideal for small batch & customized complex shapes | 1. Fully automatic, shortest cycle time, high production efficiency 2. Excellent dimensional consistency & high precision for tiny parts 3. Stable material feeding, less manual operation 4. Clean product surface with few flash burrs 5. Perfect for mass standardized production | 1. Good bonding effect for parts with metal inserts 2. Balanced pressure distribution for multi-cavity molds 3. Less flash than compression molding 4. Higher precision than compression molding 5. Suitable for medium batch insert rubber components |
| Disadvantages | 1. Heavy manual operation, long cycle time 2. More flash, extra trimming work required 3. Low dimensional accuracy, unstable repeatability 4. Not fit for micro thin-wall mass parts | 1. Expensive injection equipment and high precision molds 2. More runner waste material 3. Not suitable for extra-large thick rubber blanks 4. Higher technical requirements for workers | 1. Extra transfer pot & runner waste, lower material yield 2. Mold cost higher than compression mold 3. Cycle slower than pure injection molding 4. Not cost-effective for simple non-insert parts |
| Best Application Scenarios | Large gaskets, thick rubber bumpers, low-volume custom prototypes, oversized rubber parts | Small precision seals, electronic rubber buttons, mass consumer elastic accessories, micro thin-wall rubber parts | Automotive rubber parts with metal inserts, multi-cavity sealing components, medium-batch complex insert assemblies |
| Production Batch Suitability | Small & medium batch, one-off custom orders | Large mass production | Medium batch with insert requirements |
| Cost Level (Mold & Equipment) | Lowest | Highest | Medium |
Standard Vulcanization Process Parameters
Different rubber materials have matched curing parameters, which directly determine product performance and yield.
- Temperature: 140℃ – 180℃ (conventional rubber); Special materials up to 200℃
- Pressure: 10 – 50 MPa
- Curing Time: 5 – 30 mins (depends on wall thickness and material)
- Post-curing: Optional secondary heating to eliminate internal stress and improve stability
Common Vulcanizable Rubber Materials List
General Purpose Rubbers
NR – Natural Rubber
High elasticity, excellent tensile strength, good abrasion resistance and outstanding low-temperature performance; poor oil resistance and ozone aging resistance.
SBR – Styrene Butadiene Rubber
Better wear resistance than natural rubber, stable mechanical properties, low heat generation during friction, good water resistance; inferior elasticity, cold resistance and ozone resistance compared to NR, poor oil resistance.
BR – Polybutadiene Rubber
Extremely high elasticity, outstanding low-temperature flexibility, excellent abrasion resistance and superior dynamic fatigue resistance; inferior tensile strength and tear resistance, poor processing performance, weak ozone resistance and oil resistance.
IIR – Butyl Rubber
Extremely low air permeability, excellent ozone aging resistance, outstanding weather resistance, good chemical resistance and damping performance; poor elasticity, low tensile strength, bad adhesion to other rubbers, inferior oil resistance.
EPDM – Ethylene Propylene Diene Monomer Rubber
Excellent resistance to ozone, weather and aging, outstanding heat resistance, great water and acid/alkali chemical resistance, good low-temperature flexibility, superior electrical insulation performance; poor oil and solvent resistance, low adhesion strength.
Oil & Chemical Resistant Rubbers
NBR – Nitrile Butadiene Rubber
Excellent oil and fuel resistance; good abrasion resistance, tensile strength and water resistance; stable mechanical properties at medium temperature.
Weak points: poor low-temperature flexibility, inferior ozone/weather aging resistance, weak electrical insulation, not resistant to strong polar solvents.
HNBR – Hydrogenated Nitrile Butadiene Rubber
Retains outstanding oil resistance of NBR; greatly improved heat resistance, ozone aging resistance, mechanical strength and wear resistance; wide service temperature range.
Weak points: relatively high cost, still poor resistance to ketones and esters.
CR – Chloroprene Rubber (Neoprene)
Balanced overall performance; good ozone, weather and flame resistance; excellent tear resistance, mechanical strength and adhesive property; moderate oil resistance.
Weak points: poor low-temperature flexibility, high compression set at high temperature, inferior acid resistance.
CSM – Chlorosulfonated Polyethylene Rubber
Superior weather, ozone, UV and flame resistance; excellent heat resistance, chemical corrosion resistance and color stability; good abrasion performance. Weak points: high compression set, poor low-temperature toughness, limited oil resistance.
ACM – Acrylic Rubber
Excellent resistance to high temperature, mineral oil and oxidation; outstanding aging resistance; stable performance under engine heat conditions.
Weak points: terrible low-temperature flexibility, poor water resistance, weak mechanical strength, hard processing.
AEM – Ethylene Acrylic Rubber
Combines the merits of EPDM and ACM; balanced high-temperature oil resistance, ozone/weather resistance, good low-temperature flexibility and mechanical properties.
Weak points: medium resistance to strong polar solvents, higher cost than ordinary NBR.
High Performance Specialty Rubbers
FKM / Viton – Fluoroelastomer / Fluorine Rubber
Outstanding high temperature resistance, exceptional resistance to oil, fuel, chemicals, ozone and weather aging; low gas permeability, excellent compression set resistance.
FFKM – Perfluoroelastomer
Full chemical inertness, resistant to almost all solvents, acids, alkalis and fuels; ultra-wide operating temperature range, supreme ozone/thermal aging resistance, excellent sealing performance.
Silicone Rubber (VMQ)
Wide working temperature range, superior heat and cold resistance, outstanding ozone, UV and weather resistance, excellent electrical insulation, low toxicity and odorless.
Fluorosilicone Rubber (FVMQ)
Combines advantages of VMQ and FKM; great high & low temperature tolerance, good oil/fuel resistance, excellent electrical insulation and ozone aging resistance.
PU – Polyurethane Rubber
Ultra-high tensile strength, superior abrasion resistance, high load-bearing capacity, good oil resistance, wide hardness ranges from soft to rigid.
High Temperature & Electrical Grade
EPM – Ethylene Propylene Rubber (no double bond, peroxide curing only)
Brief Application Tips
- NR / SBR: Shock absorption, tires, ordinary seals
- EPDM: Weather resistance, outdoor parts, water seals
- NBR: Oil-resistant gaskets, fuel system components
- VMQ Silicone: High & low temperature resistance, food & medical parts
- FKM Fluororubber: Extreme chemical & high temperature working conditions.
Advantages of Vulcanized Rubber
- Excellent elasticity and recovery performance, no permanent deformation easily.
- Low compression set, stable sealing performance for long-term use.
- Greatly improved abrasion resistance, heat resistance and aging resistance.
- Dimensionally stable, no adhesion, easy demolding and post-processing.
Dimensional Tolerance of Vulcanized Rubber Parts (ISO 3302-1 Standard)
Core Terminology
- Vulcanized rubber parts tolerance
- Nominal dimension
- Fixed dimension
- Closure dimension
- Tolerance class:
- M1:High Precision
- M2:Precision
- M3:Commercial / General
- M4:Basic / Coarse)
- Shore hardness tolerance: ±5 Shore A / ±5 IRHD
ISO 3302-1 Dimensional Tolerance Table (±mm, Fixed Dimension, Molded Vulcanized Rubber)
| Nominal Size Range (mm) | M1 High Precision | M2 Precision | M3 Commercial (Most Common) | M4 Basic Coarse |
| 0 ~ 10 | ±0.10 | ±0.15 | ±0.25 | ±0.40 |
| 10 ~ 16 | ±0.12 | ±0.20 | ±0.30 | ±0.50 |
| 16 ~ 25 | ±0.16 | ±0.25 | ±0.40 | ±0.60 |
| 25 ~ 40 | ±0.20 | ±0.30 | ±0.50 | ±0.80 |
| 40 ~ 63 | ±0.25 | ±0.40 | ±0.60 | ±1.00 |
| 63 ~ 100 | ±0.32 | ±0.50 | ±0.80 | ±1.30 |
| 100 ~ 160 | ±0.40 | ±0.60 | ±1.00 | ±1.60 |
Tolerance Difference by Molding Process
| Molding Type | Achievable Tolerance Class | Practical Limitation Note |
| Injection Molding | M1 / M2 | Stable high precision, minimal flash, suitable for mass precision seals |
| Transfer Molding | M2 / M3 | Good for insert parts, better accuracy than compression molding |
| Compression Molding | M3 default, M2 only for small new molds | More flash, manual loading, hard to reach M1 tolerance |
Key Notes for Engineering Drawing
- M1 ultra-tight tolerance requires high-precision ground molds, strict temperature control and full inspection; not recommended for compression molding large parts.
- Closure dimension tolerance is always looser than fixed dimension under the same class, affected by mold flash and clamping pressure.
- Tolerance will increase for soft rubber (Shore A<40) and thick-wall parts over 10mm.
- Post-cured rubber components have extra shrinkage variation, so tighter tolerance shall be avoided.
- Hardness tolerance for vulcanized rubber: ±5 Shore A, ±3 Shore D.
FAQ
Q1: What is the difference between cured rubber and uncured rubber?
A1: Uncured raw rubber is soft, plastic, sticky, easy to deform and aging, and cannot be used directly. After vulcanization cross-linking, the rubber forms a stable network structure, with fixed shape, stable elasticity, wear resistance and aging resistance, meeting industrial application standards.
Q2: What defects will be caused by insufficient vulcanization (under-curing)?
A2: Under-curing means incomplete cross-linking. The product will be soft, sticky, low in strength, poor in resilience, large in compression set, easy to deform and age, and has unstable size and sealing performance.
Q3: What problems will over-vulcanization cause?
A3: Excess temperature or time leads to over-curing. The rubber will become hard and brittle, lose elasticity, crack easily, and the tensile and tear strength will decrease significantly.
Q4: Why is post-curing necessary for some rubber parts?
A4: Post-curing (secondary baking) can remove residual volatile substances and internal stress generated during molding, optimize cross-linking uniformity, further reduce compression set, and improve product aging resistance and dimensional stability.
Q5: Which vulcanization method is suitable for custom precision rubber parts?
A5: For tiny, high-precision and mass-production parts, choose injection vulcanization; for complex structure, small-batch custom parts, choose compression molding; for insert embedded parts, choose transfer molding.