Balancing Mass Production Efficiency and Precision Tolerance in Metal Component Manufacturing
What is Die Casting?
Die casting is a high-pressure metal forming process. Molten aluminum, zinc or other alloys are forced into hardened steel molds (dies) at high speed and pressure. After rapid cooling and solidification, finished blanks are ejected from the molds.
It features fast cycle time, high output and low unit cost for mass production, and can form parts with complex shapes in one go. However, its natural shrinkage and process limitations make it hard to achieve ultra-tight dimensional tolerances.
There are Two Main Die Casting Types:
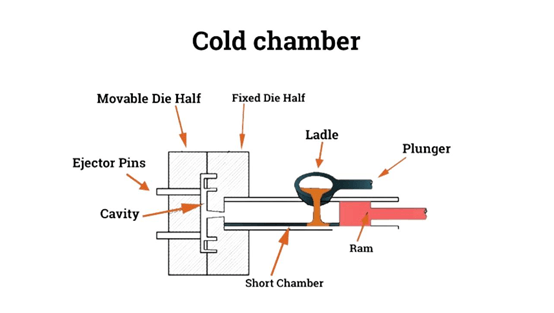
Cold-Chamber Die Casting (for Aluminum, Magnesium Alloys)
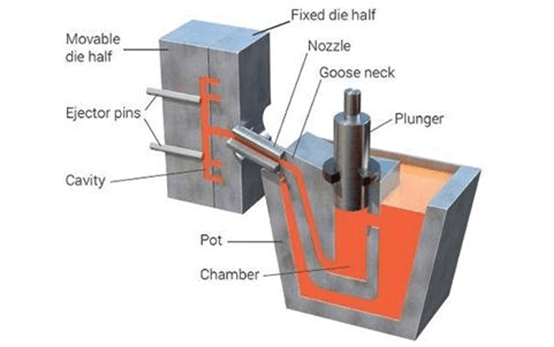
Hot-Chamber Die Casting (for Zinc Alloy, small parts)
Materials used in die casting
A wide range of non-ferrous alloys are widely adopted in modern die casting production. The most widely used types include aluminum alloys, zinc alloys and magnesium alloys. Copper alloys are used selectively for special functional parts.
Aluminum alloys
Aluminum alloys are the most popular choice, thanks to their light weight, good mechanical strength, excellent thermal and electrical conductivity, as well as reliable corrosion resistance. They dominate applications in automotive, electronics, machinery and new energy industries.
Zinc alloys
Zinc alloys are another mainstream die casting material. They feature outstanding fluidity during melting, easy forming of ultra-thin walls and intricate details, plus great surface finish and stable dimensional performance. Zinc die cast parts are commonly seen in hardware, decorative components and small electronic accessories.
Magnesium alloys
Magnesium alloys stand out for their ultra-light weight, which is even lighter than aluminum. They are ideal for lightweight design projects, such as laptop frames, automotive interior parts and portable device housings. However, magnesium die casting requires stricter process control and higher production costs.
Copper alloys
Copper alloys are occasionally used for parts that demand superior electrical conductivity and heat resistance, like electrical connectors and valve components. Due to high melting points and wear on molds, copper die casting is only applied in small-batch and high-end scenarios.
Die Casting Materials Comparison Table (Al / Zn / Mg Alloys)
| Material Group | Alloy Grade | Density (g/cm³) | Melting Point (°C) | Tensile Strength (MPa) | Hardness (HB) | Fluidity | Machinability | Typical Applications |
| Aluminum Alloys | A380 / ADC12 | 2.7 | 580–650 | 310 | 80–90 | Good | Fair | Automotive housings, brackets, 3C shells |
| A413 / AlSi12 | 2.7 | 570–630 | 220–260 | 70–80 | Excellent | Poor | Thin-wall parts, complex cavities, heat sinks | |
| A356 / AlSi7Mg | 2.7 | 590–650 | 280–320 | 75–85 | Very Good | Good | Structural parts, engine components, high-strength parts | |
| Zinc Alloys (Zamak) | Zamak 3 | 6.6 | 384 | 283 | 82 | Excellent | Excellent | Decorative parts, hardware, fasteners, small shells |
| Zamak 5 | 6.6 | 388 | 328 | 91 | Excellent | Excellent | High-strength zinc parts, automotive trim, plating parts | |
| Magnesium Alloys | AZ91D | 1.8 | 595–630 | 230–250 | 70–80 | Good | Good | Lightweight parts, aerospace, 3C, automotive lightweighting |
Low cost and high precision are naturally contradictory
Pure die casting can realize large-volume rapid production but fails to meet strict tolerance standards. Full CNC machining delivers precise results but suffers from high material waste and soaring unit costs. This industry pain point has become a key bottleneck restricting high-quality and low-cost aluminum part production.
The solution lies in adopting combined processes instead of relying on a single technique
For decades, manufacturing engineers have been exploring optimized processing workflows to balance efficiency, cost and precision. Single manufacturing processes can hardly adapt to the diversified and upgraded market demands. As a professional precision manufacturing provider, Samshion has summarized a mature composite processing solution: die casting forming followed by CNC precision finishing. This combined process perfectly solves the defects of single process, realizing complementary advantages and maximizing comprehensive production benefits.
Die Casting vs CNC Machining
The table below clearly compares the core characteristics, strengths, weaknesses and applicable scenarios of die casting and CNC machining
| Comparison Item | Die Casting | CNC Machining |
| Production Efficiency | Very high. Supports fully automated mass production with short cycle time, suitable for large-batch orders. | Relatively low. Processes parts one by one, limited output speed for mass production. |
| Production Cost | Low unit cost in mass production. High one-time mold cost but greatly reduced marginal cost afterward. | High unit cost. High material waste, machine time consumption and labor cost. |
| Dimensional Precision | Low to medium. Tolerance usually ±0.1mm~±0.2mm, unable to meet precision assembly standards. | Extremely high. Achieves micron-level tolerance up to ±0.005mm, meets strict precision requirements. |
| Surface Quality | Average. Possible burrs, pores, shrinkage marks and uneven flatness after casting. | Excellent. Smooth surface, high flatness and consistent surface roughness after fine finishing. |
| Structural Capability | Good for complex overall shapes, thin walls and integrated structures. | Perfect for tiny holes, threads, grooves, sealing surfaces and precise features. |
| Material Utilization Rate | High, up to 90%–95%, almost no cutting waste. | Low. A large amount of raw material is removed during cutting and milling. |
| Batch Consistency | Excellent consistency for overall shape and size. | High precision consistency for key functional dimensions. |
| Best Application | Mass production of complex-shaped metal blanks with cost control demands. | Precision finishing, keyhole and surface processing, high-precision assembly parts. |
Die casting for structure & cost, CNC for precision & assembly — two processes in perfect collaboration.
Although die casting cannot deliver ultra-high precision, it excels at producing main structures, keeping costs down and creating complex external shapes. CNC machining then polishes critical dimensions and guarantees precise fitting. This clear division of labor makes the two processes complementary rather than mutually exclusive.
High-Efficiency Mass Production Capacity of Die Casting
Die Casting Mass Production
Die casting is a high-pressure metal forming process designed for mass production. It injects molten non-ferrous alloys into custom steel molds, with rapid cooling and one-time forming. A single production cycle only takes dozens of seconds, enabling continuous automated production for 24 hours. This process can produce thousands of metal blanks daily, far exceeding the output efficiency of traditional CNC single-piece processing.
Die Casting Medium and large batch
For medium and large-batch order demands, die casting greatly shortens product delivery cycles. It eliminates the low-efficiency problem of one-by-one cutting and molding in pure CNC production, providing stable and sufficient blank supply for subsequent finishing and supporting customers’ large-scale market deployment.
Die Casting’s Excellent Cost Control Advantage in Batch Production
The prominent value of die casting lies in low unit production cost under mass production conditions. Although the initial mold development and manufacturing investment is relatively high, the cost is evenly diluted with the increase of production volume. After mass production starts, the marginal cost of each casting drops rapidly and maintains a stable low level for a long time.
Die casting features a higher material utilization rate than CNC machining
In terms of material utilization, die casting achieves a utilization rate of 80% to 95%, with minimal residual materials and scraps. Compared with full CNC machining that requires cutting a large amount of raw aluminum materials, die casting greatly reduces material waste.
Manual labor invested in Die Casting is less than CNC Machining
Meanwhile, the high degree of process automation lowers manual labor investment, further reducing comprehensive production costs for enterprises.
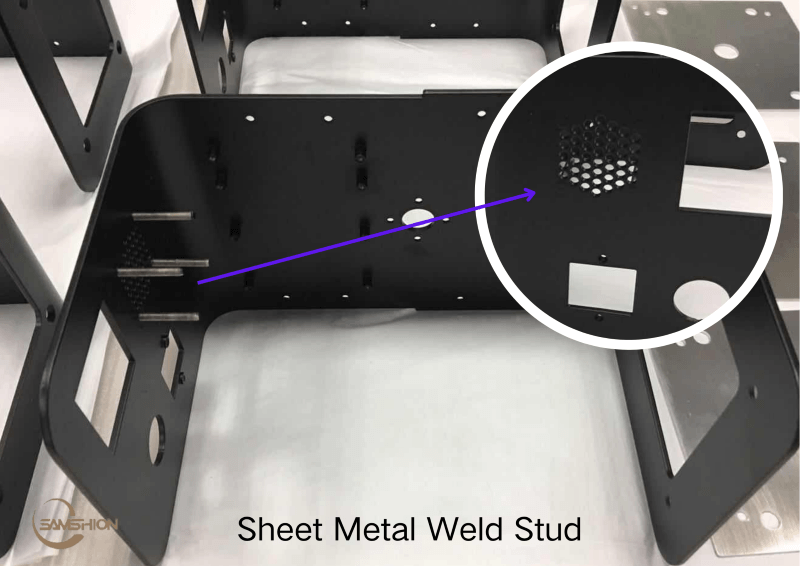
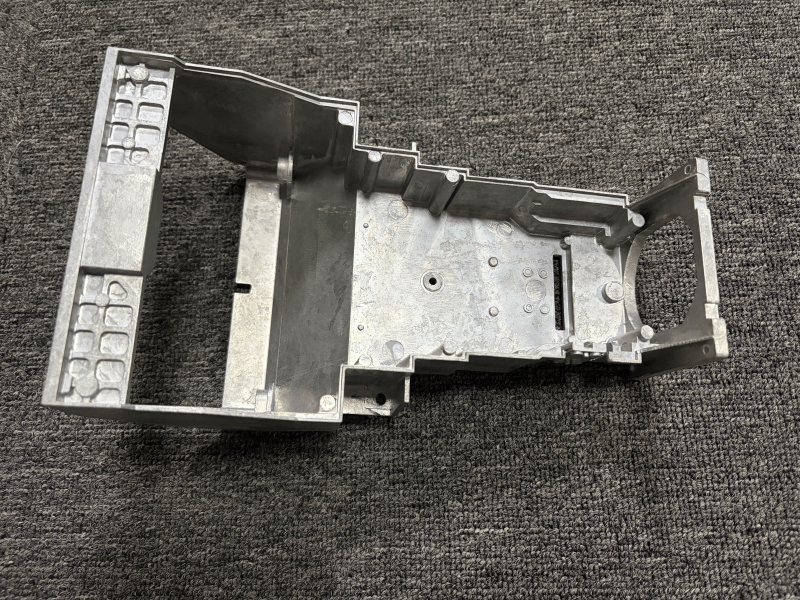
Die Casting Can Integrated Forming for Complex Structural Parts
One-shot fabrication of metal parts with sophisticated geometries via Die Casting
Die casting can complete integrated one-time forming of metal parts with complex structures, including irregular cavities, dense bosses, thin-wall structures and special-shaped outlines. It avoids structural splicing and welding procedures required by traditional processing, reducing assembly gaps and structural failure risks caused by secondary combination.
Complex metal components from die casting need no further processing
This integrated forming feature ensures overall structural consistency of metal blanks. It preliminarily shapes most basic structural features of parts, simplifies subsequent processing steps, and provides a complete and stable blank foundation for CNC precision finishing of key functional positions.
Inherent Limitations of Pure Die Casting Process for Precision Manufacturing
Excessive dimensional deviation is Die Casting’s core shortcoming for precision assembly
A fatal defect of pure die casting is limited dimensional precision. Affected by molten metal cooling shrinkage, mold thermal expansion and contraction, and injection pressure fluctuation, the standard tolerance of conventional die casting parts is only about ±0.1mm. For industrial parts requiring high precision assembly, this accuracy level cannot meet the usage standard at all.
Tolerance Comparison (Die Casting V.S CNC Machining)
| Parameter | Die Casting (mm) | CNC Machining (mm) | Notes |
| Linear Tolerance | ±0.10 ~ ±0.50 (standard)±0.05 ~ ±0.10 (precision die casting) | ±0.025 ~ ±0.05 (standard)±0.01 ~ ±0.02 (precision)±0.005 ~ ±0.01 (high precision) | CNC achieves 10–20× tighter tolerance than standard die casting |
| Hole Diameter | ±0.10 ~ ±0.30 | H7 / H8 (±0.015 ~ ±0.022) | Die-cast holes are only for rough alignment |
| Positional Tolerance | ±0.15 ~ ±0.50 | ±0.02 ~ ±0.05 | Critical mounting holes require CNC |
| Flatness | 0.10 ~ 0.30 | 0.01 ~ 0.05 | CNC ensures assembly-critical flatness |
| Surface Roughness | Ra 1.6 ~ 6.3 μm | Ra 0.4 ~ 3.2 μm | CNC delivers smoother, more consistent surfaces |
Many core components such as precision connector bases, mechanical transmission parts and equipment sealing structures require tolerances as tight as ±0.025mm or even ±0.005mm. Pure die casting cannot reach such precision standards. Unqualified dimensional accuracy will lead to poor assembly fit, equipment jitter, air leakage and oil leakage, seriously affecting product performance and service life.
Surface Irregularities and Structural Flaws in Die Cast Components
During die casting production, due to rapid cooling and gas entrainment, casting parts are prone to tiny surface pores, shrinkage cavities and burrs. These subtle defects are difficult to eliminate by optimizing die casting process parameters. Although they do not affect the overall structural strength of parts, they seriously damage surface flatness and finish.
Surface Roughness (Die Casting V.S CNC Machining)
| Process | Surface Roughness (Ra, μm) | Key Characteristics |
| Die Casting (As-cast) | 1.6–3.2 (typical)1.0–6.3 (range) | Matte finish, parting lines, ejector marks, minor porosity |
| CNC Machining | 0.4–1.6 (standard)≤0.8 (precision) | Smooth, controlled tool marks, sharp edges, high consistency |
Die Casting’s inherent surface defects
For parts requiring surface flatness, sealing performance and appearance quality, die casting’s inherent surface defects are unacceptable. Meanwhile, the edge and hole position accuracy of die cast parts are poor, with uneven allowances. These problems make pure die cast aluminum parts unable to be directly used for high-precision assembly scenarios.
Die Casting’s Rigid Process Restrictions on Precision Features
Die casting process has obvious limitations in manufacturing micro-precision structures. Ultra-small positioning holes, precise internal threads, high flatness sealing planes and micro-grooves cannot be directly formed by die casting. The rigid structure of casting molds cannot support ultra-fine feature processing.
High-pressure injection and rapid cooling will cause deformation of microstructures, leading to scrapped functional features. Therefore, die casting can only complete the overall outline and conventional structure forming of metal parts, while all precision functional features need secondary processing to be realized.
What Surface Treatment Can Be Applied to Die Casting Part ?
| Process Category | Process Name | Applicable Material | Main Features & Applications |
| Pretreatment | Deburring | All die castings | Remove flashes and burrs, basic pre-process |
| Shot Blasting / Sand Blasting | Al, Zn, Mg | Clean oxide & residue, improve coating adhesion, matte finish | |
| Grinding & Polishing | Al, Zn | Achieve smooth, bright or mirror surface for decorative parts | |
| Degreasing & Cleaning | All die castings | Remove oil and contaminants, essential before all treatments | |
| Conversion Coating & Anodizing | Anodizing / Hard Anodizing | Aluminum | Excellent anti-corrosion, wear resistance and insulation; colorable |
| Chromate Conversion Coating | Al, Zn | Low-cost anti-rust, good primer for painting | |
| Chromium-Free Passivation | Al, Zn | Eco-friendly alternative to chromate coating, meets environmental standards | |
| Spraying & Coating | Powder Coating | Al, Zn, Mg | Thick durable coating, rich colors, scratch-resistant |
| Spray Painting (Liquid Painting) | Al, Zn | Fine film, various gloss and colors for appearance parts | |
| Clear Coat / PU Coating | Al, Zn | Transparent protection, retain metal texture, anti-fingerprint | |
| Electrophoresis (E-Coating) | Al | Uniform coverage, superior corrosion resistance for mass production | |
| Plating | Electroplating | Zn (main), Al | Decorative & hard surface; chrome, nickel, gold plating for hardware & fittings |
| Electroless Nickel Plating | Al, Mg | Even coating, high wear and corrosion resistance, fit complex shapes | |
| Decorative & Special Treatments | Brushing | Al, Zn | Linear texture, premium decorative effect for electronics & appliances |
| Blackening | Zn | Matte black appearance, basic rust prevention | |
| Teflon (PTFE) Coating | Al, Zn | Self-lubricating, non-stick, high/low temperature resistance | |
| Anti-fingerprint Coating | Al, Zn | Prevent fingerprint marks for visible exterior parts |
Merits of CNC Precision Machining in Secondary Finishing
CNC machining relies on digital programming and high-precision machine tool operation, with extremely stable and accurate processing capability. Standard CNC equipment can stably achieve ±0.025mm tolerance, and high-precision CNC machining centers can reach ±0.005mm ultra-tight tolerance. This precision fully meets the assembly and use requirements of all kinds of high-precision aluminum parts.
Achieving Micron-level Dimensional Precision by CNC Machining
For the key precision features of die casting blanks such as assembly holes, positioning surfaces, sealing grooves and thread holes, CNC machining can realize fixed-point quantitative finishing. It accurately removes redundant allowances of die cast blanks, corrects dimensional errors caused by casting shrinkage and deformation, and ensures consistent dimensional accuracy of each batch of parts.
CNC Machining Improves Surface Quality & Structural Stability of Die-Cast Parts
CNC finishing can effectively remove surface burrs, pores and uneven layers of die cast blanks, obtaining smooth and flat metal surfaces. After CNC milling and grinding, the surface roughness of aluminum parts can reach Ra 0.4μm or higher, greatly improving product appearance grade and surface flatness.
CNC machining can repair local structural defects of die castings
CNC machining can repair local structural defects of die castings, optimize the flatness and verticality of key matching surfaces, and eliminate assembly gaps. The processed parts have more stable structural performance, better assembly compatibility, and effectively avoid equipment operation failure caused by poor surface and structural quality.
Flexible Processing of Custom Precision Features via CNC Machining
CNC machining has strong process flexibility, which can complete personalized precision processing according to customer drawings and technical requirements. It can realize ultra-small hole processing, precise tapping, special-shaped groove milling and chamfering finishing that die casting cannot complete, perfectly enriching the functional features of aluminum parts.
CNC post-processing supports flexible modification of process parameters to meet diverse requirements
For customized parts with complex precision features, CNC secondary processing can adjust processing parameters in real time according to product requirements, with no need to modify molds. It avoids the high cost and long cycle of die casting mold modification, and greatly improves the flexibility and adaptability of product production.
Surface Roughness Grade Comparison: Die Casting vs CNC Machining
Surface roughness specifications have a direct impact on machining cost. While die casting provides a cost-effective near-net shape, secondary CNC operations add to the overall price depending on the required finish level. Smoother finishes (e.g., Ra 0.8 µm or 0.4 µm) require slower feeds, finer tools, and more controlled conditions, which can increase costs by 5–15%. Understanding these trade-offs helps optimize both quality and budget. For a detailed breakdown of standard CNC surface roughness options and their cost impact, refer to this engineering guide
| Process Category | Processing State | Typical Ra Range | ISO Roughness Grade | Surface Feature | Core Limitations |
| Aluminum Die Casting (As-cast, no secondary process) | Standard mold finish | Ra 3.2 ~ 6.3 | N8, N9 | Mold texture, faint flow lines, parting line marks; suitable for direct powder coating/painting | Cannot reach Ra<1.6 without CNC grinding; hidden micro shrinkage pores |
| Super-polished mold cavity | Ra 1.6 ~ 3.2 | N7, N8 | Smooth matte surface, few visible defects, good for electroplating | Mold polishing cost surges; cannot eliminate casting texture fundamentally | |
| Zinc Die Casting (Zamak, As-cast) | Standard mold | Ra 1.6 ~ 3.2 | N7, N8 | Finer grain than Al die cast, better decorative base | Still has mold parting lines; sliding sealing surfaces not applicable |
| High-luster mold | Ra 0.8 ~ 1.6 | N6, N7 | Near-satin finish for consumer electronic housings | Cannot achieve mirror finish without post polishing | |
| CNC Machining – Rough Milling / Rough Turning | Heavy stock removal | Ra 3.2 ~ 12.5 | N8 ~ N10 | Clear regular tool feed marks, low cost removal | Only for non-matching inner structural surfaces |
| CNC Machining – Standard Finish Milling/Turning | Conventional finishing pass | Ra 1.6 ~ 3.2 | N7, N8 | Uniform fine tool lines, stable dimension tolerance | Default standard finish for most machined mating faces |
| CNC Machining – Fine Machining (optimized feed + sharp insert) | Light cut, low feed rate | Ra 0.8 ~ 1.6 | N6, N7 | Faint tool marks, meets general sealing & appearance requirements | Main process for post-finishing die casting blank fitting holes |
| CNC Machining – Precision Grinding | Surface/OD grinding | Ra 0.2 ~ 0.8 | N4 ~ N6 | No visible tool marks, ultra-uniform texture | High cost; mandatory for bearing, hydraulic sealing surfaces |
| CNC Machining – Mirror Polishing | Manual / mechanical polishing after CNC | Ra 0.01 ~ 0.2 | N1 ~ N3 | Mirror reflective surface, ultra-low friction | Extra independent finishing operation |
Samshion’s Optimized Solution: Die Casting + CNC Composite Processing
Solution Design Logic: Complementary Process Advantages of Die Casting and CNC Machining
Based on in-depth analysis of single process advantages and defects, Samshion launches the optimized die casting plus CNC composite processing solution. The core concept is to classify production processes reasonably and give full play to the strengths of each process.
We adopt die casting for rapid batch blank forming to control production cost and ensure delivery efficiency. Then we use high-precision CNC machining to finish all key precision positions and functional features, perfectly solving the contradiction between mass production cost and high precision demand in the metal manufacturing industry.
The composite process starts with qualified die casting blanks being delivered to the CNC workshop for secondary finishing
Samshion has formed a standardized and mature composite production process. First, according to customer product drawings, we design and manufacture professional die casting molds, and complete mass blank forming through die casting process. After blank forming, we conduct strict quality inspection to screen out defective parts with serious pores and deformation.
The whole process from die casting blank to finished & shippable parts
Qualified die casting blanks enter the CNC processing workshop for secondary finishing. Professional engineers compile exclusive processing programs according to product precision requirements, and complete precision processing of key dimensions, assembly surfaces and functional features. Finally, we conduct full-size detection and surface quality inspection to ensure all products meet customer standards.
Process Flow: From Die-cast Blanks to Shipment
→ Trimming & gate removal
→ Deburring / Shot blasting.
→ CNC rough & finish machining
→ Secondaries deburr & chamfer.
→ Ultrasonic cleaning & drying.
→ Surface treatment (Optional)
→ Full dimensional & leak test
→ Packaging & shipment
Core Value of Samshion’s Processing Solution: Die Casting +CNC Machining
In terms of cost control, the composite solution greatly reduces unit production cost compared with full CNC processing. Die casting batch blank making reduces material waste and time cost, while CNC targeted finishing avoids invalid processing. It saves 30% to 50% of comprehensive production cost for customers on the premise of ensuring product quality.
Samshion integrate multiple machining processes to provide the best tailored solutions for your products
In terms of quality guarantee, the dual-process cooperation ensures stable product precision and consistent batch quality. Samshion adopts precision detection equipment to monitor each processing link, effectively avoiding precision deviation and quality fluctuation. In terms of delivery, high efficiency die casting mass production matches flexible CNC finishing, realizing rapid batch delivery and shortening customer order cycle.
Alternative combination solutions
| Solution No. | Core Process Combination | Core Application Scenarios |
| Solution 1 | Die Casting + CNC Finish Machining Combination | 3C electronic housings, automotive structural parts, hydraulic valve bodies and other mass-produced components |
| Solution 2 | Die Casting + CNC + Full-Process Surface Treatment Combination | Automotive exterior parts, high-end consumer electronics, medical device housings and other components with dual requirements for appearance and dimensional accuracy |
| Solution 3 | CNC Rough Machining + Finish Machining + Heat Treatment Combination | Precision mechanical parts, mold accessories, high-strength structural parts and other high-precision required components |
| Solution 4 | Stamping + CNC + Bending Combination | Sheet metal structural parts, chassis & cabinets, automotive sheet metal parts and other mass-formed components |
| Solution 5 | 3D Printing + CNC Post-Processing Combination | Non-standard custom parts, prototype models, complex topological structure parts and other low-volume custom components |
| Solution 6 | Forging + CNC Finish Machining Combination | Automotive chassis parts, engine parts, military parts and other high-strength load-bearing components |
Where Metal Precision Manufacturing Is Heading?
Die casting and CNC machining have their unique advantages and inherent limitations in metal manufacturing. Single process can no longer meet the diversified and high-standard production needs of modern industry. The combination of die casting mass blank forming and CNC precision finishing is the most scientific and efficient production mode at present.
As a professional precision manufacturing provider, Samshion always focuses on customer demand, continuously optimizes composite processing technology and production flow. We insist on balancing cost, efficiency and precision, providing high-quality, cost-effective metal component customization and processing services for global customers.