Overview of Samshion Sheet Metal Workshop
Samshion Factory’s sheet metal workshop is a core production unit dedicated to precision sheet metal fabrication for industrial equipment, electronic enclosures, automotive accessories and structural metal components. Equipped with intelligent automated production lines and high-precision testing equipment, the workshop adheres to standardized manufacturing procedures to deliver high-quality, high-precision sheet metal products for global clients. With strict process control and mature material processing systems, it supports customized mass production and small-batch prototype manufacturing, covering diversified metal processing demands across multiple industries.
Complete Technological Process of Sheet Metal Fabrication
1. Raw Material Preparation and Inspection
The entire production process starts with strict raw material preparation and quality inspection. Professional technicians first verify material certificates, including material grade, thickness, hardness and corrosion resistance parameters, to ensure all raw materials meet production standards. Surface inspection is conducted to eliminate materials with scratches, oxidation, deformation and crack defects. Qualified materials are classified, numbered and stored in a constant-temperature dry warehouse to prevent secondary oxidation and deformation, laying a solid foundation for subsequent precision processing.
2. Precision Cutting and Blanking Processing
Cutting and blanking are key preliminary shaping processes for sheet metal parts. According to product design drawings, technicians use professional nesting software to optimize material layout, reduce waste and improve material utilization. The workshop adopts multiple cutting modes including fiber laser cutting, CNC punching and shearing cutting for different material thicknesses and structural designs. This process accurately removes redundant materials, forms preliminary part outlines, and controls cutting tolerance within ±0.1mm to ensure the dimensional consistency of semi-finished products.
3. CNC Bending and Forming
After blanking, semi-finished sheet metal parts enter the CNC bending and forming stage. Combined with product three-dimensional data and bending process parameters, workers set precise bending angles, heights and radii on CNC bending equipment. Segmented bending and one-time integral forming technologies are adopted for complex curved and multi-angle parts to avoid secondary processing errors. Real-time angle monitoring by laser sensors ensures uniform bending precision and stable structural flatness of finished parts.
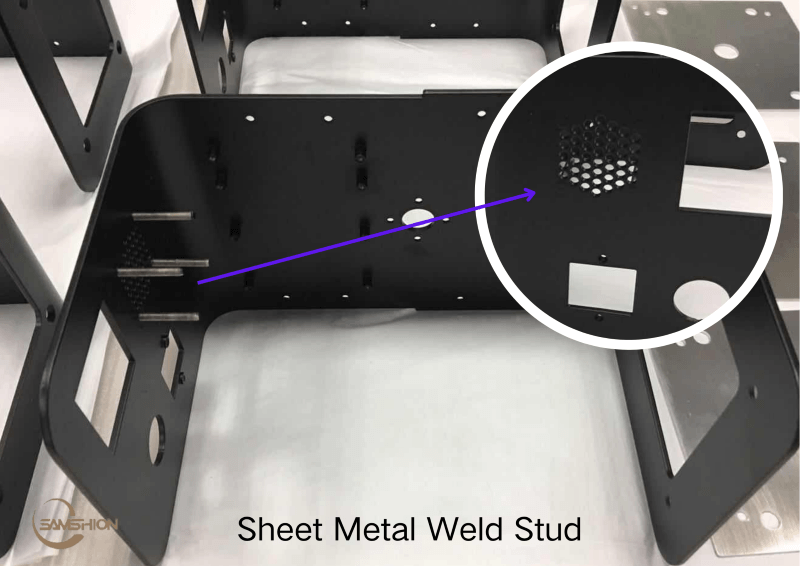
4. Welding and Assembly Processing
Welding processing realizes the integral combination of split sheet metal parts. The workshop applies argon arc welding, spot welding, laser welding and other processes according to product structural requirements. For thin-wall precision parts, low-heat laser welding is used to avoid material deformation; for thick structural parts, argon arc welding ensures welding seam firmness and air tightness. After welding, excess welding slag is polished, and welding seams are leveled to maintain smooth part surfaces and integral structural stability.
5. Surface Finishing and Treatment
Surface finishing is a critical process to improve product appearance and service performance. The workshop’s finishing procedures include deburring, sandblasting, grinding, electrostatic spraying, galvanizing and anodizing. Deburring removes sharp edges and burrs generated by cutting and bending; sandblasting and grinding optimize surface roughness; anti-corrosion and wear-resistant treatments such as spraying and galvanizing enhance product environmental adaptability and extend service life.
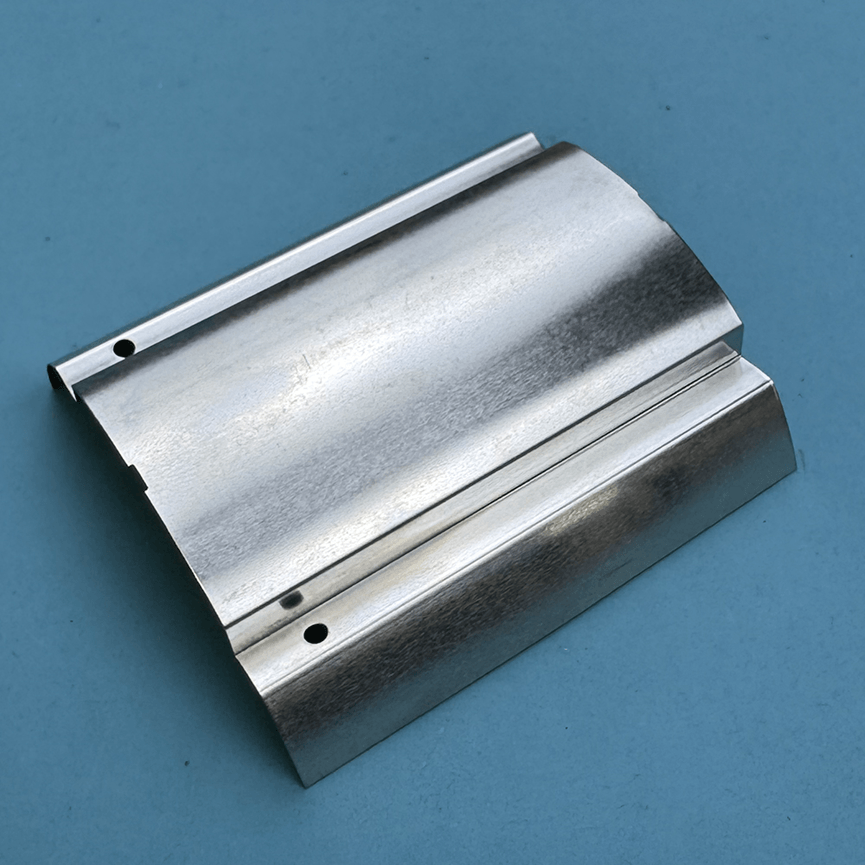
6. Finished Product Inspection and Packaging
All finished sheet metal parts undergo full-dimensional precision inspection and performance testing before delivery. Detectors use calipers, micrometers, coordinate measuring instruments and flatness detectors to verify product size, angle and surface quality. Unqualified products are reworked or eliminated strictly in accordance with quality management system standards. Qualified products are dust-proof, anti-collision packaged and stored in designated areas, ready for subsequent delivery and assembly.
Core Processing Equipment in the Workshop
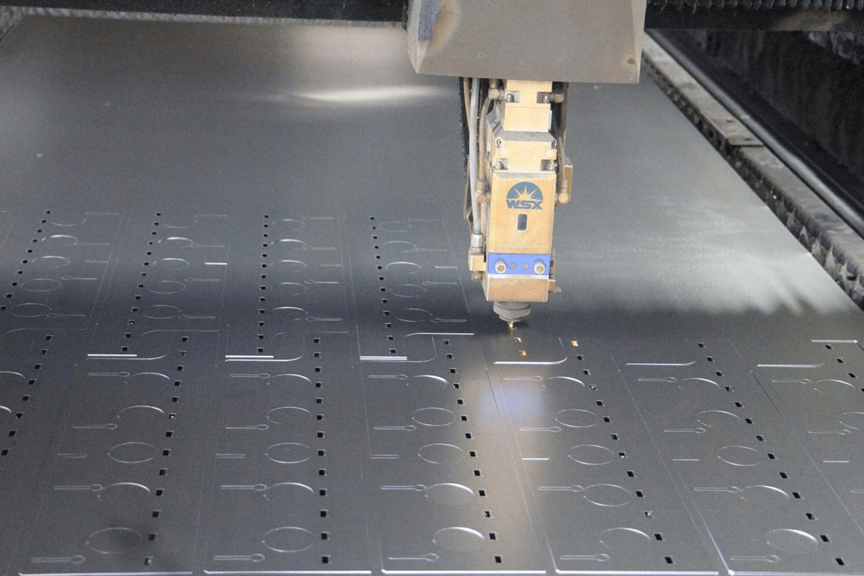
1. High-Precision Fiber Laser Cutting Machine
The workshop is equipped with high-power fiber laser cutting machines, applicable for precision cutting of various metal sheets. The equipment features narrow cutting slits, small heat-affected zones and smooth cutting surfaces without secondary polishing. It supports high-speed cutting of thin and medium-thickness metal sheets, with stable cutting precision and high efficiency, effectively meeting the processing demands of complex patterns and special-shaped parts, and greatly improving production efficiency and product yield.

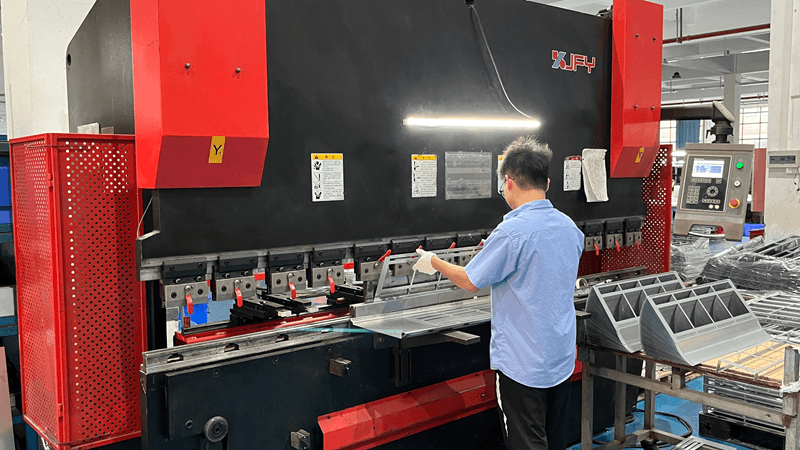
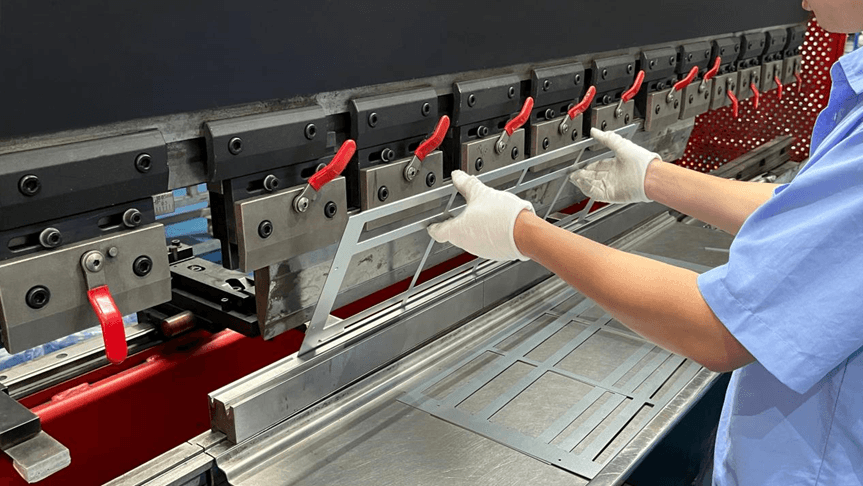
2. CNC Hydraulic Press Brake
Intelligent CNC hydraulic press brakes are the core forming equipment of the workshop. With multi-axis linkage control and automatic crowning systems, the equipment can compensate for pressure deformation in real time during bending processing. It supports precise bending of different thicknesses and hardness of metal sheets, realizes accurate control of bending angles and dimensions, and ensures consistent forming effects of batch products. It is suitable for mass production of standard parts and customized processing of special-shaped parts.
3. CNC Turret Punching Machine
CNC turret punching machines are mainly used for hole opening, grooving and simple stamping and forming of sheet metal. The equipment is equipped with multiple sets of standardized molds, which can switch tools quickly through automatic turret indexing. It has the advantages of fast punching speed and high dimensional accuracy and is suitable for batch processing of regular holes and grooves on sheet metal parts, effectively reducing processing time and improving production standardization.
4. Professional Welding and Polishing Equipment
The workshop is equipped with complete welding equipment including laser welders, argon arc welders and spot welders, matching different sheet metal welding scenarios. Supporting automatic polishing machines and manual precision polishing tools can quickly remove welding slag, burrs and surface scratches. The integrated welding and polishing equipment ensure flat and smooth part surfaces, stable welding quality, and effectively avoids welding defects such as virtual welding and missing welding.
5. Precision Testing Equipment
To guarantee product precision, the workshop is equipped with a full set of testing equipment including high-precision coordinate measuring instruments, digital calipers, thickness gauges and flatness detectors. These devices can accurately detect product dimensional tolerance, surface flatness, bending angle and processing consistency. Real-time data monitoring and recording are realized in each processing link to ensure all products meet design and industry quality standards.
Processable Materials and Processing Advantages
1. Stainless Steel Sheet
Processable materials cover 201, 304 and 316 stainless steel sheets with a thickness range of 0.5mm to 12mm. Stainless steel features excellent corrosion resistance, oxidation resistance and high structural strength, and is widely used in outdoor equipment, medical equipment and food machinery accessories. In processing, stainless steel has stable physical properties, not easy to deform during cutting and bending, and the finished product has smooth surface and strong wear resistance.
Processing advantages of stainless steel include high finished product durability, no rust in humid and corrosive environments, and good welding performance for integral forming. Its high surface flatness can meet high-standard appearance requirements without complex surface treatment. Meanwhile, stainless steel has strong pressure resistance, and the processed parts have stable structural performance and long service life.
2. Aluminum Alloy Sheet
The workshop supports processing 5052, 6061 aluminum alloy sheets with a thickness of 0.8mm to 10mm. Aluminum alloy is lightweight, low-density, good in ductility and thermal conductivity, and is the preferred material for electronic equipment casings, automotive lightweight parts and heat dissipation structural parts. It has low processing hardness, easy for cutting, bending and stamping forming, and can realize complex special-shaped structural processing.
The core advantages of aluminum alloy processing are light product weight, low processing energy consumption and high forming efficiency. The material has good surface adhesion, which is convenient for subsequent spraying, anodizing and other surface treatments to enrich product appearance and improve anti-oxidation ability. In addition, aluminum alloy parts have good heat dissipation performance, which can effectively meet the heat dissipation needs of electrical and electronic equipment.
3. Cold-Rolled Steel Sheet
Cold-rolled steel sheets with a thickness of 0.6mm to 15mm are conventional processing materials of the workshop, widely used in industrial equipment shells, mechanical structural parts and hardware accessories. The material has uniform thickness, smooth surface and high dimensional precision, with good tensile strength and rigidity. It has excellent processing adaptability and can adapt to various complex bending, punching and welding processes.
Processing advantages of cold-rolled steel sheets lie in low material cost, high processing plasticity and strong structural stability. The finished parts have high hardness and good load-bearing performance, suitable for structural parts requiring high mechanical strength. Meanwhile, the material has good surface treatment adaptability, and the surface after spraying and galvanizing has strong adhesion and long-term anti-corrosion effect.
4. Galvanized Steel Sheet
Galvanized steel sheets with a thickness of 0.5mm to 12mm are mainly used for indoor and outdoor ordinary equipment shells and protective structural parts. The surface zinc layer has natural anti-rust and anti-corrosion capabilities, which can avoid metal oxidation and rusting without additional anti-corrosion treatment. The material has moderate hardness and good processing performance, compatible with cutting, bending and stamping processes.
The biggest processing advantage of galvanized steel sheets is low post-processing cost and short production cycle. The original zinc layer protects the substrate, reducing the process steps of spraying and galvanizing. The material has stable processing performance, not easy to produce surface scratches and oxidation during processing, and the finished product has good appearance consistency and stable quality.
Processing Difficulty and Countermeasure Guidelines for Different Materials
1. Stainless Steel Processing Difficulty and Avoidance
Stainless steel has high hardness and poor thermal conductivity, which easily leads to various processing difficulty such as incomplete cutting, bending cracking and welding black spots. In laser cutting, local incomplete cutting often occurs at sharp corners due to slow heat dissipation; in bending processing, right-angle bending of thick SS Sheets is prone to edge cracking; welding areas tend to generate black oxide layers and welding slag accumulation, bringing obvious processing difficulty.
Avoidance measures: Optimize laser cutting parameters, appropriately increase power and slow down cutting speed at sharp corners to ensure full penetration. Avoid extreme right-angle bending of thick plates and set a reasonable bending fillet. Clean the welding area thoroughly before welding, use low-heat welding parameters, and polish welding areas in time after welding to remove oxide layers and reduce processing difficulty.
2. Aluminum Alloy Processing Difficulty and Avoidance
Aluminum alloy has low melting point and strong thermal sensitivity and is prone to processing difficulty such as cutting melting edge, bending deformation and hole position deviation. During laser cutting, high temperature easily causes edge melting and burrs at local corners; thin aluminum sheets are prone to rebound deformation after bending; punching processing is likely to cause uneven hole wall and edge collapse, resulting in prominent processing difficulty.
Avoidance measures: Adopt low-power and high-speed cutting mode for aluminum alloy cutting and add auxiliary gas to cool down to avoid melting edges. Set bending rebound compensation parameters in advance for bending processing, and fix parts after forming. Use high-precision molds for punching, control stamping pressure, and clean hole wall burrs to eliminate processing difficulty effectively.
3. Cold-Rolled Steel Sheet Processing Difficulty and Avoidance
Cold-rolled steel sheets have moderate hardness but strong ductility, with common processing difficulty including bending wrinkling, cutting burr residue and welding deformation. During multi-angle continuous bending, the inner corner of the material is prone to wrinkling and stacking; cutting edges are easy to produce tiny burrs that are difficult to clean; local thermal deformation often occurs during welding, causing great processing difficulty in production.
Avoidance measures: Match professional anti-wrinkle dies for bending processing, control bending speed and pressure evenly. Conduct full manual and mechanical deburring for cutting edges to eliminate residual burrs. Adopt segmented intermittent welding for welding processing to reduce heat accumulation and perform leveling correction after welding to avoid deformation-related processing difficulty.
4. Galvanized Steel Sheet Processing Difficulty and Avoidance
The zinc layer on the surface of galvanized steel sheets is easy to damage, with typical processing difficulty including zinc layer peeling, corner oxidation and welding zinc vaporization defects. Bending and stamping easily cause local peeling and scratching of the surface zinc layer; cutting corners are prone to rapid oxidation and discoloration; high-temperature welding will produce zinc vaporization pores and missing welding, bringing serious processing difficulty and quality risks.
Avoidance measures: Paste protective films on the material surface before processing to avoid direct friction and extrusion damage. Optimize cutting and bending processes to reduce sharp-angle stress concentration. Use special welding wires for galvanized sheet welding, control welding temperature, and repair and anti-corrosion treat damaged zinc layers in time after processing to eliminate potential quality risks and processing difficulty.
Workshop Processing Strength and Quality Guarantee
Samshion Factory’s sheet metal workshop relies on complete processing equipment, standardized technological processes and mature material processing experience to realize full-process controllable production from raw material incoming inspection to finished product delivery. Targeted processing optimization and dead corner avoidance schemes are formulated for different metal materials to effectively reduce product defect rate and improve processing precision and stability. The workshop always adheres to high-standard production specifications, provides high-quality customized sheet metal processing services for various industries, and wins long-term trust and recognition from customers with stable product quality and efficient production capacity.