Let’s take a closer look at plastic shrinkage in injection molding and figure out how it occurs. All thermoplastics expand when melted at high temperatures and contract as they cool and solidify inside the mold. This dimensional reduction is called shrinkage, an unavoidable physical property of plastic materials. Uncontrolled shrinkage leads to sink marks, dimensional deviations, warpage and loose snap fit assembly.
What Is Injection Molding Shrinkage?
Plastic shrinkage refers to the volume and dimensional reduction of molded parts during the cooling and solidification stage. When plastic transitions from a high-temperature molten state to a solid state, polymer molecular chains tighten and contract, leading to size reduction.
Shrinkage rates vary drastically by material: semi-crystalline plastics feature high shrinkage, while amorphous plastics have low and stable shrinkage. Normal industrial shrinkage ranges from 0.1% to 3.0% based on resin types.
What Causes the Shrinkage of Injection Molding
Shrinkage issues are never caused by a single factor. They stem from three core dimensions: material properties, mold design defects, and improper injection process parameters.
Material Property Differences (Fundamental Cause)
Material molecular structure determines the inherent shrinkage rate of plastic parts. Semi-crystalline resins form tight, ordered molecular structures after cooling, resulting in large volume contraction. In contrast, amorphous resins maintain disordered molecular arrangements with minimal shrinkage.
High shrinkage materials (1.0%–3.0%):
PP, PE, PA6, PA66, POM
These materials are prone to severe sink marks, shrinkage dents, and long-term creep deformation.
Low shrinkage materials (0.3%–0.8%):
ABS, PC, PS, PMMA
These materials deliver stable dimensions and are widely used for precision structural parts.
Additionally, recycled materials with unstable molecular weight and uneven mixing will cause inconsistent shrinkage across production batches.
Unreasonable Mold Design (Structural Cause)
Poor mold design is the leading cause of local shrinkage and uneven shrinkage defects, even with standard process parameters.
Uneven wall thickness: Thick wall sections cool slower than thin areas, leading to concentrated shrinkage and obvious sink marks on part surfaces.
Improper gate and runner design: Undersized gates or misplaced runners freeze prematurely, cutting off the feeding channel before thick areas are fully compensated.
Poor cooling system layout: Unbalanced mold cooling causes inconsistent cooling speed, resulting in differential shrinkage and part warpage.
Insufficient mold shrinkage compensation: Failure to reserve standard shrinkage margins during mold cavity machining leads to undersized final parts.
Improper Injection Process Parameters (Controllable Cause)
Most on-site shrinkage problems come from unreasonable process settings, which can be quickly optimized for improvement.
Insufficient packing pressure & short packing time: The core cause of shrinkage. Not enough molten plastic is fed to compensate for volume contraction during cooling.
Excessively high melt temperature & mold temperature: Higher temperatures increase plastic fluidity but expand the molten volume, leading to larger shrinkage after cooling.
Unreasonable injection speed: Overly fast injection causes unstable filling and uneven internal density; overly slow speed leads to premature material cooling and insufficient feeding.
Short cooling time: Parts are ejected before full solidification, resulting in secondary shrinkage and dimensional deformation.
Practical Solutions to Eliminate & Reduce Shrinkage Defects
We summarize targeted solutions corresponding to the above three causes, covering material adjustment, mold optimization, and process tuning for full-scene improvement.
Material Optimization Solutions
Select Low-Shrinkage Base Resins
Prioritize amorphous plastics for precision parts with strict dimensional requirements, as they feature low and stable shrinkage rates:
- Recommended materials: ABS, PC, PC/ABS alloy, PS, PMMA
- Advantage: Shrinkage range only 0.3%~0.8%, rarely causes severe sink marks or dimensional deviation
- Avoid pure crystalline polymers (PP, POM, PA6, PE) for high-precision assemblies such as snap fits
Add Fillers & Reinforcements to Reduce Shrinkage
Fillers break up regular molecular crystallization and cut overall shrinkage effectively, the most widely used improvement method:
Glass Fiber (GF) Modified Materials
- 10%~30% glass fiber filled PP / PA6 / PA66 / POM
- Effect: Shrinkage reduced by 40%~70%, greatly improves dimensional stability and creep resistance
- Suitable for long-term locking snap structures to prevent looseness from shrinkage deformation
Mineral Filler (Talc, Calcium Carbonate)
- Talc-filled PP is the mainstream low-cost option for housings
- Balances shrinkage while reducing warpage caused by uneven fiber orientation
- Disadvantage: Slightly lowers material toughness and fatigue performance
Control Recycled Material Ratio
- Excess regrind leads to unstable molecular weight, inconsistent batch shrinkage and random sink marks
- Standard limit: Keep recycled material proportion below 20%
Mix virgin and recycled pellets evenly before feeding to avoid local shrinkage difference
Use Low-Crystallinity Modified Grades
Choose copolymerized crystalline plastics instead of homopolymer: e.g., PP copolymer vs homopolymer PP
Copolymer resins slow down crystallization speed, lower total shrinkage and reduce sink mark tendency on thick bosses/ribs
Add Shrinkage-Reducing Additives
- Crystallization retardants: Slow molecular crystallization to cut volume contraction.
- Internal lubricants: Improve melt filling, ensure full packing compensation for thick-wall areas.
- Anti-creep additives: Minimize long-term secondary shrinkage of PP/ABS snap fits.
Material Matching for Over molded Parts
For dual material overmolding products:
- Match shrinkage rates of hard substrate and soft TPU as closely as possible
- Large shrinkage mismatch will trigger differential shrinkage, surface indentation and part delamination.
Mold Design Optimization Solutions
Optimize part wall thickness: Keep wall thickness uniform; avoid thick bosses and rib structures. For unavoidable thick areas, set hollow structures to reduce shrinkage space.
Upgrade gating system: Enlarge gate size, adjust gate position to face thick-wall areas, and extend runner freezing time for sufficient feeding compensation.
Balance cooling system: Optimize cooling water channel layout to ensure synchronous cooling of thick and thin areas, eliminating differential shrinkage.
Reserve accurate shrinkage tolerance: Set mold cavity compensation values according to material shrinkage rate to offset cooling shrinkage.
Injection Process Parameter Tuning (Fast On-Site Fix)
These adjustments can solve 80% of temporary shrinkage issues in mass production:
Increase packing pressure and extend packing time: The most effective solution. Ensure continuous molten plastic filling to compensate for cooling volume loss.
Properly lower melt and mold temperature: Reduce molten plastic expansion volume and shrinkage amplitude after solidification.
Optimize injection speed: Adopt slow-fast-stable segmented injection to ensure uniform cavity filling and consistent internal density.
Extend cooling time: Ensure parts are fully solidified in the mold before ejection to avoid secondary deformation.
What’s the difference of Shrinkage vs. Warpage
Many engineers confuse shrinkage and warpage:
Shrinkage: Uniform or local volume reduction, causing small size errors and surface sink marks. There are two types of shrinkage.
Bulk shrinkage: The whole part gets smaller evenly. Mold makers add shrinkage compensation to cavity size to fix overall dimensional deviation.
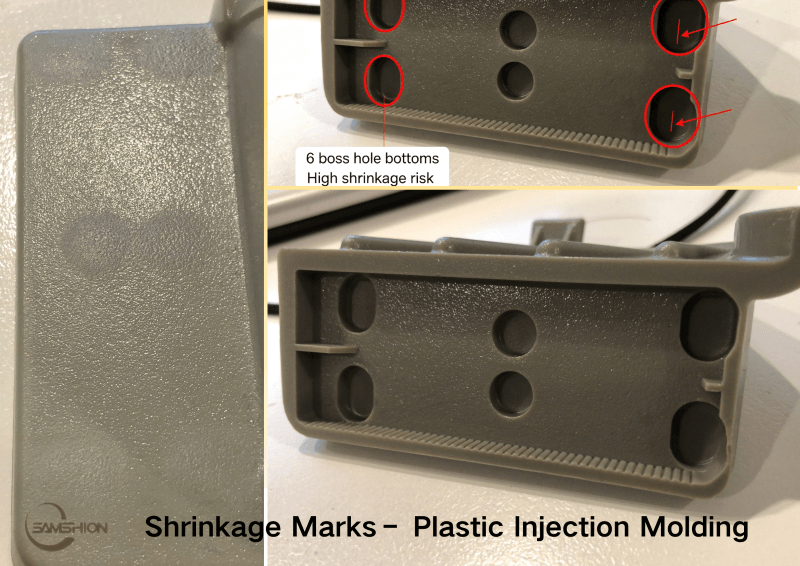
Local shrinkage (sink marks): Thick sections (bosses, ribs) cool slower, surface dents inward due to insufficient packing feed.
Warpage: uneven shrinkage in different part areas, resulting in bending, twisting, and shape deformation. The overall size may still be within tolerance, but the geometry is distorted. Flat surfaces become bowed; rectangular parts twist.
Controlling uniform shrinkage is the fundamental way to eliminate warpage defects.
Shrinkage vs. Warpage Comparison Table
| Item | Shrinkage | Warpage |
| Core performance | Part becomes smaller in size | Part bends, twists or bows |
| Root mechanism | Volume contraction of plastic after cooling | Uneven shrinkage creates residual stress |
| Typical defects | Small dimension size, sink marks on thick areas | Curved surfaces, twisted frames, uneven flatness |
| Quick process fix | Increase packing pressure & packing time | Balance cooling, adjust injection speed, reduce uneven packing |
| Permanent solution | Add mold shrinkage compensation, unify wall thickness | Optimize cooling layout, symmetric part design, add stiffening ribs |
FAQ About Injection Molding Shrinkage
Q1: Is plastic shrinkage completely avoidable?
A1: No. All thermoplastics shrink after cooling. The goal of production control is to stabilize shrinkage within tolerance range rather than eliminate it completely.
Q2: Why do only thick areas have sink marks?
A2: Thick walls store more heat and cool slower than surface thin areas. After the surface solidifies, the internal material continues to shrink, causing surface denting and sink marks due to no feeding compensation.
Q3: Can process adjustment replace mold modification for shrinkage issues?
A3: Temporary shrinkage problems can be fixed by parameter tuning. However, severe structural shrinkage caused by uneven wall thickness or unreasonable gate design must rely on mold optimization for fundamental resolution.
Q4: How to improve shrinkage of PP and PA parts?
A4: Add glass fiber fillers, increase packing pressure, optimize wall thickness uniformity, and avoid independent thick boss structures.
Q5: What are the main negative impacts of excessive shrinkage?
A5:
- Appearance defects: Obvious sink marks and surface depressions;
- Dimensional failure: Overall part size out of tolerance, causing loose assembly;
- Warpage & distortion: Differential shrinkage between thick and thin areas bends or twists the finished part.
Q6: Can shrinkage be completely avoided during production?
A6: No. All thermoplastics will shrink after cooling. The target of manufacturing control is to stabilize shrinkage within the drawing tolerance range, rather than eliminate shrinkage entirely. Reasonable material selection, mold design and process control can minimize shrinkage-related defects.
Injection molding shrinkage is a systematic defect affected by materials, molds, and processing technologies.
For manufacturers, the best shrinkage control strategy is material selection first, mold optimization as the foundation, and process tuning as the fine adjustment. By standardizing each link, you can effectively avoid sink marks, dimensional errors, and warpage, and achieve stable high-precision injection molding production.