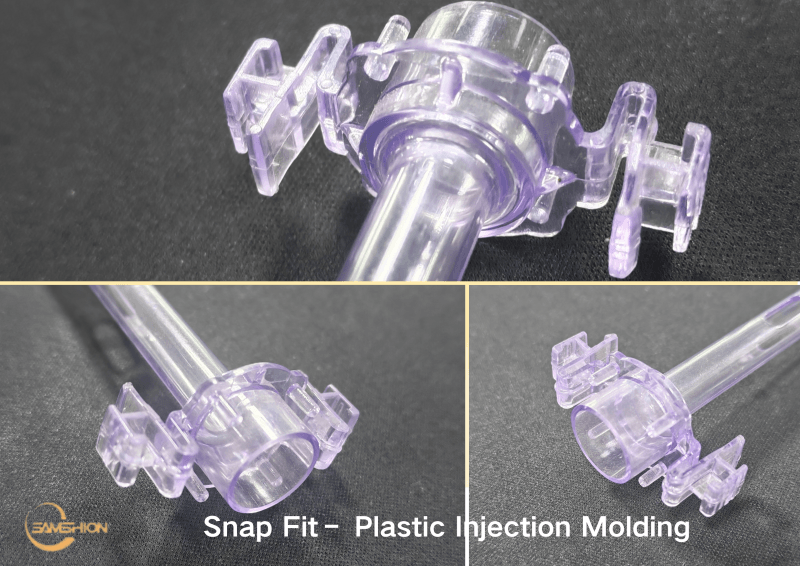
Why are plastic snap fits manufactured via injection molding?
Snap fits are one of the most cost-effective, fast-assembly solutions for injection-molded plastic parts. They eliminate the need for screws, adhesives, or extra fasteners, streamline mass production, and reduce overall product assembly time. However, poorly designed snap fits commonly cause cracking, loosening, difficult assembly, fatigue failure, and mold defects like sink marks and warpage.
What factors make a plastic injection-molded snap fit design successful?
Successful snap fit design relies on two core factors: standardized dimensional geometry and reasonable plastic material selection. This guide breaks down all critical snap fit dimension rules, allowable strain limits, material pros and cons, and common DFM mistakes for injection molding engineers and product designers.
Core Dimensional Design Rules for Injection Molded Snap Fits
Most plastic snap failures stem from improper beam thickness, unreasonable deflection gaps, sharp stress corners, and incorrect hook angles. Below are industry-standard dimensional guidelines for cantilever snap fits—the most widely used snap structure in consumer electronics, home appliances, and automotive plastic parts.
Base Wall Thickness & Snap Beam Thickness
Uniform wall thickness is the foundation of stable snap fit performance and moldability. Abrupt thickness changes cause uneven cooling, sink marks, warpage, and concentrated residual stress.
Nominal part wall thickness (T): Standard range 1.2mm – 3.0mm for general injection parts
Snap beam thickness (t): 0.7T – 0.9T (never exceed 0.9T). Thicker beams produce excessive bending stress and crack during assembly; thinner beams cause weak locking and easy disengagement.
Minimum beam thickness: ≥ 0.8mm for rigid plastics to avoid short shot and molding defects
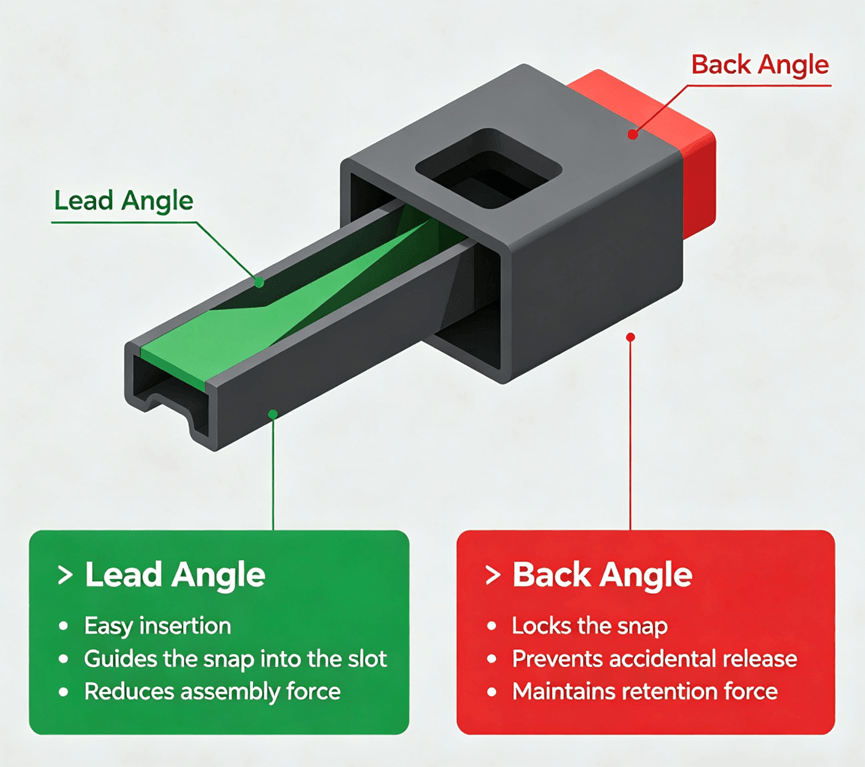
Snap Hook Lead Angle & Back Angle
Hook angles directly determine assembly smoothness, disassembly feasibility, and locking retention force. Unmatched angles lead to overly tight assembly or loose snap fit.
Lead angle (assembly angle): 20° – 30°. This range ensures smooth sliding deflection with low assembly force. Angles over 35° cause stiff assembly and beam cracking; angles below 15° lead to insufficient locking stroke.
Back angle (retention angle): 0° – 5° for non-detachable permanent assembly; 10° – 15° for detachable repeated assembly. A too-large back angle reduces locking force and causes part loosening after vibration.
Allowable Deflection & Strain Control
Plastic snap fits work on elastic bending deformation. Excessive deflection exceeds the material’s allowable strain and causes permanent deformation or fracture. Strain control is the most critical technical index for snap fit design.
Single assembly allowable strain: 2% – 5% (material-dependent)
Repeated assembly fatigue strain: Strictly controlled below 1.5% to prevent long-term fatigue failure
Snap beam length-to-thickness ratio: Optimize 10:1 ~ 15:1 for balanced flexibility and rigidity. Too short beams produce excessive stress; too long beams cause shaking and poor positioning.
Fillet & Stress Relief Design
Sharp right-angle roots are the No.1 failure point for snap fits, causing severe stress concentration during bending. Fillet optimization is mandatory for all snap beam roots.
Root fillet radius: 0.4T – 0.6T (T = beam thickness). Minimum radius ≥ 0.3mm to eliminate sharp corners
Avoid sudden width changes on snap beams; use gradual tapered transitions to average bending stress
Add 1° – 2° draft angle on snap beam side walls for smooth mold ejection, preventing drag marks and beam deformation during demolding
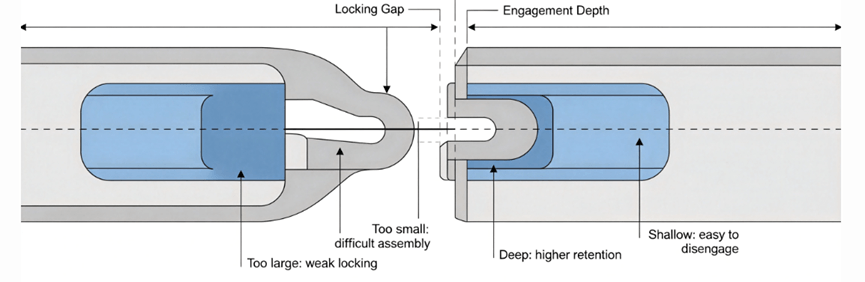
Locking Gap & Engagement Depth
Engagement depth: 1.0mm – 2.0mm. Excessive depth increases assembly resistance and cracking risk; insufficient depth leads to unreliable locking
Mating gap tolerance: Reserve 0.1mm – 0.2mm unilateral gap to compensate for injection molding tolerance and thermal expansion
How to Choose the Right Material for Injection Snap Fits?
Different plastics have distinct flexibility, allowable strain, fatigue resistance, and creep resistance. A snap design that works for POM may crack completely on ABS. Material selection must match usage scenarios (permanent lock / repeated disassembly, static / vibrating environment).
Recommended Materials & Performance Parameters for Plastic Snap Fits
Below are the most reliable injection molding materials for snap fit structures, sorted by comprehensive performance:
POM (Acetal / Delrin)
Advantages: Highest elasticity and resilience, low friction coefficient, excellent fatigue resistance, minimal creep deformation
Allowable strain: 4% – 5% (best for repeated assembly)
Best for: Frequently disassembled snaps, precision locking structures, vibration-resistant parts
Nylon / PA66 (Unreinforced)
Advantages: Outstanding fatigue resistance, good toughness, strong bending recovery
Notes: Avoid glass fiber reinforced PA66 (GF10/GF30). Fiber-filled nylon becomes brittle, reduces allowable strain, and easily cracks during bending
Best for: Automotive parts, durable structural snaps, long-life assembly components
PP (Polypropylene)
Advantages: Ultra-high flexibility, low temperature toughness, not easy to crack
Limitations: Poor rigidity, slight creep deformation under long-term stress
Best for: Low-load flexible snaps, disposable or semi-fixed assembly parts
ABS
Advantages: Good surface finish, balanced rigidity and impact resistance, low cost
Critical limitation: Amorphous material with no obvious yield point, poor bending toughness. Must limit strain below 2.5% (50% of conventional yield strain) to avoid instant cracking
Best for: Permanent non-disassembly snaps, low-frequency assembly cosmetic parts
PC (Polycarbonate)
Advantages: High strength and impact resistance
Limitation: Poor flexibility, rigid and brittle for thin-beam bending
Application: Only for low-deflection snap structures, not suitable for large-stroke bending snaps
Materials Strictly Avoided for Snap Fits
These materials have extremely low bending toughness and are prone to cracking even with standard dimensions:
PMMA (Acrylic): High brittleness, zero bending tolerance
PS (Polystyrene): Poor fatigue resistance, easy fracture after repeated stress
High glass fiber filled plastics (GF20+): Severely reduced flexibility, obvious anisotropic cracking risk
Common Snap Fit Failure Causes & Fix Solutions
Cracking During Assembly
Causes: Excessive deflection strain, no root fillet, too thick snap beam, unsuitable brittle material (ABS over-deflection)
Solutions: Add root fillets, thin the snap beam appropriately, reduce hook engagement depth, switch to POM/nylon for large-deflection structures
Loosening & Poor Locking
Causes: Insufficient engagement depth, too small back angle, long-term creep deformation (PP/ABS)
Solutions: Optimize back angle to 10°–15°, increase locking depth moderately, use POM for anti-creep requirements
Difficult Manual Assembly
Causes: Excessive lead angle, too small deflection gap, rough hook surface
Solutions: Adjust lead angle to 20°–30°, reserve reasonable deflection gap, optimize mold surface polishing
Fatigue Failure After Repeated Use
Causes: High cyclic strain, poor fatigue material (ABS/PC), sharp stress points
Solutions: Control strain below 1.5%, replace with POM/PA66, eliminate all sharp corners
Quick DFM Checklist for Snap Fit Design
Snap beam thickness controlled at 0.7–0.9× nominal wall thickness
Root fillet radius ≥ 0.4× beam thickness, no sharp right angles
Lead angle 20°–30°, back angle matched with assembly type
Strain strictly limited according to material characteristics
Repeated disassembly scenarios use POM/nylon, avoid ABS/PC
1°–2° draft angle added for smooth mold ejection
No sudden thickness or width changes on snap beams
A well-thought design always delivers twice the result with half the effort
Excellent injection molding snap fit design balances geometric dimensional accuracy and material mechanical properties. Most snap failures are avoidable by following standardized thickness ratios, angle parameters, fillet stress relief rules, and material matching principles. For permanent assembly, prioritize cost-effective ABS with low strain design; for frequently disassembled and high-durability scenarios, POM and unreinforced nylon are the most reliable choices.
Always verify strain values in the design phase rather than modifying molds after production, which greatly saves tooling costs and shortens product development cycles.
FAQs
Q1: Can ABS be used for repeated disassembly snap fits?
A1: Not recommended. ABS is an amorphous brittle plastic with low allowable cyclic strain. It is only suitable for one-time permanent assembly. Use POM for repeated disassembly structures.
Q2: What is the best wall thickness ratio for snap beams?
A2: The safest ratio is 0.8 times the nominal part wall thickness, which balances structural strength, bending flexibility, and molding yield.
Q3: Why do glass-filled nylon snaps crack easily?
A3: Glass fiber reduces plastic toughness and bending elasticity, making the snap beam rigid and brittle. It cannot withstand repeated bending deflection, so unfilled nylon is required for snap structures.
Q4: Why do snap fits loosen after long-term use?
A4: Three main causes:
- Insufficient engagement depth and tiny back angle of the undercut reduce locking force.
- Materials like PP and ABS have poor creep resistance, resulting in permanent creep deformation under sustained clamping stress.
- Excessive cyclic strain from repeated assembly & disassembly triggers material fatigue.
Q5: How to prevent creep deformation of snap fits?
A5: Optimize design and material selection:
- Increase engagement depth and set a reasonable undercut back angle to lower constant clamping stress.
- Add large root fillets and stress relief features to disperse stress.
- Choose high creep-resistant materials such as POM or PA66 instead of PP/ABS for long-locking structures.
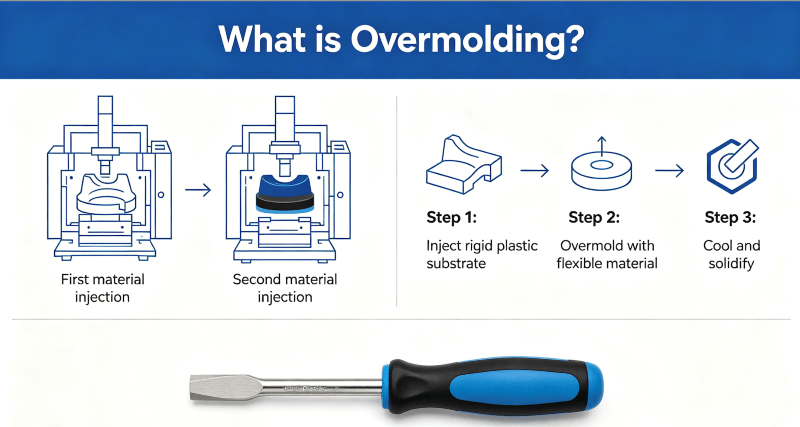
Q6: Can over molded snap fits solve creep and fatigue problems?
A6: Partially. Soft TPU overmolding can buffer cyclic strain, but the hard substrate (PP/ABS) still faces creep risks under permanent locking load. POM substrate is still recommended for long-term locking requirements.
Q7: Will mold design affect snap fit performance?
A7: Definitely. Undercut ejection structure, draft angle, surface texture and fillet molding directly decide the actual strain and locking effect of finished snaps. Improper undercut design will cause deformation or scratch during demolding.