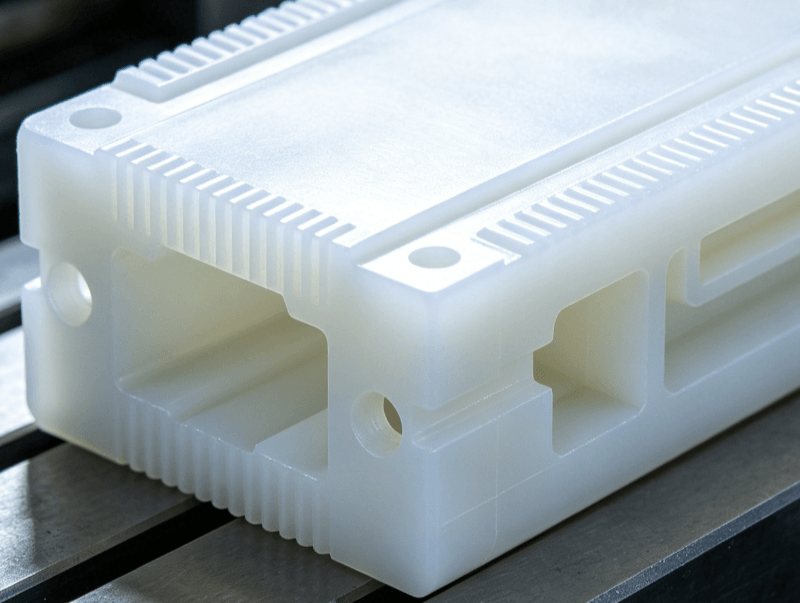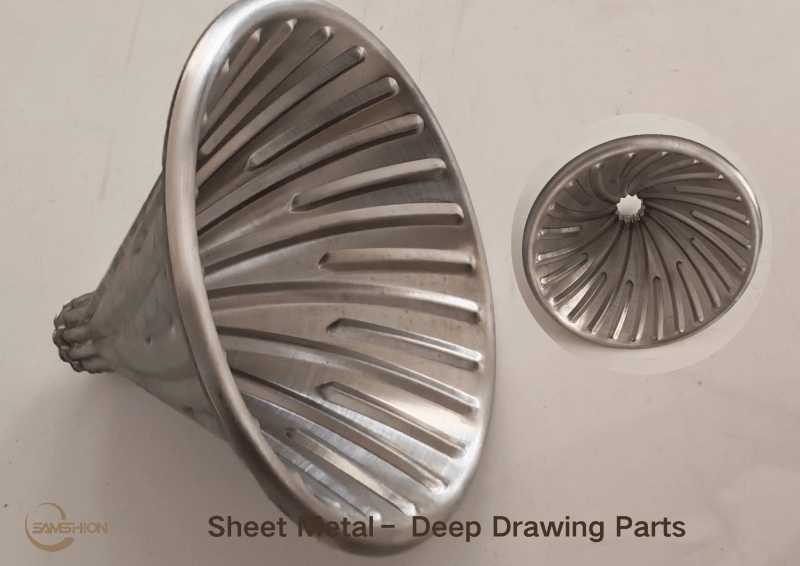
In modern sheet metal manufacturing, deep drawing stands out as a precision cold-forming process for producing seamless, hollow thin-wall components. Unlike conventional stamping that merely bends or cuts metal sheets, deep drawing pushes flat metal blanks into dies via punch pressure, achieving one-piece forming with ultra-deep depth, uniform wall thickness and superior structural integrity.
What Is Deep Drawing?
Simple Definition
Deep drawing is a cold sheet metal forming process. A flat metal blank is pressed into a die cavity by a punch, pulling material radially to create seamless, hollow, deep-walled parts in one or multiple forming steps.
A process counts as deep drawing when the depth of the finished part is greater than its opening radius. Ordinary shallow stamping only bends metal, while deep drawing stretches and flows metal evenly to achieve tall, thin shells.
How Deep Drawing Works?
Three core tool components control metal flow:
- Punch: Pushes the blank inward to shape the inner profile
- Die: Forms the outer contour of the product
- Blank holder: Clamps the sheet edge tightly to stop wrinkling.
With steady blank holder pressure and lubrication, the flat blank flows gradually into the cavity without tearing or wrinkling. For ultra-deep thin shells, multi-stage deep drawing is required to disperse tensile stress.
How to Select Material for Deep Drawing?
Material performance determines the final yield and forming quality of deep-drawn parts. Ideal deep drawing materials require high ductility, low yield strength, uniform grain structure and excellent stretchability, with stable deformation and low work hardening rate during multi-pass forming. Below are the most widely used industrial materials and their application scenarios:
1070-O Pure Aluminum (Top Choice for High-End Appearance Shells)
1070-O fully annealed pure aluminum is the premium material for ultra-thin, deep-drawn aluminum shells. Featuring ultra-high ductility, excellent elongation and uniform metal flow, it perfectly adapts to large drawing depth, tiny corner R angles and multi-stage continuous forming. The formed parts have ultra-smooth surfaces without orange peel, cracking or uneven thinning. More importantly, it delivers highly consistent appearance effects for subsequent anodizing, spray painting and electrophoresis, making it ideal for high cosmetic requirement electronic housings and precision thin-wall shells.
Common Industrial Deep Drawing Materials
Pure Aluminum Series (Top for High-Gloss Thin-Wall Housings)
1.1070-O
Fully annealed ultra-high ductility pure aluminum. Perfect for ultra-deep thin shells, tiny corner radii, multi-step forming. Smooth surface with no orange peel; stable anodizing & painting performance.
2.1050-O
Similar ductility to 1070-O, slightly lower purity, cost-effective for general appearance aluminum shells.
Aluminum Alloys (Balanced Strength & Formability)
1.5052-O / H32
Magnesium aluminum alloy. Moderate drawing depth, good corrosion resistance, widely used for equipment housings, kitchen containers.
2.3003-O
Manganese alloy, anti-rust, excellent formability, suitable for shallow & medium depth drawing parts.
Low Carbon Steel (Low-Cost Structural Deep Draw Parts)
1. SPCC / DC01 (soft annealed)
Standard mild steel for general deep drawing; low yield strength, great flow.
2. DC03 / DC04 / DC05 / DC06
Extra deep drawing grades, for ultra-deep automotive shells, fuel tanks, complex enclosures.
Stainless Steel (Corrosion Resistant, High Strength)
1. SUS304 2B / BA finish
Most popular stainless deep draw material. High work hardening requires multi-stage forming and precise blank holder force. Used for kitchenware, medical housings.
2. SUS 316L
Superior salt & chemical corrosion resistance, for marine, medical equipment. Harder to form than 304.
Copper & Brass (High Conductivity Parts)
1.C11000 Soft Copper
Excellent ductility & thermal/electrical conductivity, deep drawn heat sinks, conductive shells.
2.H62 / H65 Soft Brass
Good formability, decorative conductive components, battery terminals.
Special Alloys
1. Monel 400
Nickel-copper alloy, anti-corrosion for harsh industrial environments, hard deep drawing.
2. Titanium Grade 1 / Grade 2
Lightweight, high corrosion resistance, aerospace deep drawn parts; high forming difficulty.
Quick Selection Tip for Deep Drawing
- High-end ultra-thin deep draw appearance shells → 1070-O Aluminum
- Mass low-cost structural shells → DC04 / SPCC soft steel
- Waterproof & rust-proof daily products → 304 Stainless Steel
- Heat conduction components → Soft Pure Copper
Deep Drawing Process Flow & Production Control
Deep drawing is a systematic process, and standardized process control is the key to avoiding defects and stabilizing mass production quality. The complete production flow and core control points are as follows:
Full Standard Production Sequence of Deep Drawing
Blanking
Cut flat metal sheet into required blank size with smooth, burr-free edges.
Surface Cleaning & Degreasing
Remove oil, dust and oxidation layers to avoid scratches and poor coating adhesion.
Lubrication
Apply dedicated drawing lubricant to reduce friction between sheet and mold; prevent orange peel, scratches and cracking.
Multi-stage Deep Drawing Forming
- For shallow parts: single pass drawing
- For ultra-deep thin-wall shells / tiny corner R: progressive multi-stage drawing
Precisely control blank holder pressure to balance metal flow and avoid wrinkling or tearing.
Trimming & Piercing
Cut excess flange material, punch mounting holes, cutouts and notches after forming.
Straightening & Deburring
Correct slight deformation; remove sharp burrs on edges and radii.
Surface Inspection
Check for cracking, wrinkling, orange peel, scratches, uneven wall thickness and dimensional deviation.
Surface Treatment (Post-process)
Common options: anodizing, spray painting, electrophoresis, polishing
Electroplating is not recommended for deep drawn thin shells due to hidden micro-pores.
Final QC & Packaging
Dimensional tolerance test, appearance check, then packing for mass shipment.
Process Control Points
Multi-stage progressive forming:
For ultra-deep thin-wall parts, one-time deep drawing easily causes local over-stretching and cracking. Adopting multi-pass gradual forming disperses tensile stress, ensures uniform wall thickness and improves part stability.
Precise blank holder pressure control:
Excessive pressure leads to material cracking, while insufficient pressure causes flange wrinkling. Adaptive pressure adjustment is required according to material type and drawing depth.
Professional lubrication treatment:
High-performance drawing lubricants reduce friction between sheet and die, prevent surface scratches and orange peel defects, and improve metal fluidity.
Blank quality control:
The raw sheet must have uniform thickness and burr-free cutting edges to avoid stress concentration and crack initiation during forming.
Recommended Wall Thickness & Depth Ratio for Deep Drawn Parts
Two key ratios designers follow:
- h / t ratio: Drawing depth (h) ÷ original blank thickness (t)
- t / D ratio: Blank thickness (t) ÷ blank outer diameter (D)
Minimum safe t/D ≥ 1% to avoid flange wrinkling.
Safe h/t Depth-to-Thickness Benchmarks (Mass Production)
Single-stage deep draw (one hit only)
- Soft low-carbon steel (DC04 / SPCC-O): Max h/t ≤ 30
- 1070-O / 1050-O pure aluminum (high ductility): Max h/t ≤ 35
- 5052-O aluminum alloy: Max h/t ≤ 25
- SUS304 stainless steel (high work hardening): Max h/t ≤ 15
If h/t exceeds above values, multi-stage drawing is mandatory to prevent corner cracking & severe local thinning.
Multi-stage progressive deep draw (2~4 passes, ultra-deep thin shells like electronics housings)
Industry standard safe range: h/t = 40 ~ 80
- Premium 1070-O aluminum with tiny R corners: Can reach h/t up to 80 with well-controlled lubrication & blank holder pressure
- Stainless steel rarely exceeds h/t = 40 even with multiple draws and intermediate annealing
Ultra-thin-wall limit
Blank thickness t < 0.3 mm: Restrict h/t under 40; higher ratio causes uneven wall thickness, orange peel, bottom rupture.
Ideal Balanced Ratio Range (Best for Yield & Appearance)
For stable mass production with high cosmetic requirements (aluminum enclosures, your main product):
Optimal h/t = 20 ~ 50
Benefits of this window:
1. Uniform metal flow, minimal wall thinning (thickness loss controlled within 10%–15%)
2. Lower risk of wrinkling, tearing, earing defects
3. Smooth surface without orange peel, consistent post anodizing / painting finish
4. Fewer drawing steps, lower mold cost & faster cycle time
Material Comparison Table (h/t Maximum Allowable)
| Material Grade | Max h/t Single Draw | Max h/t Multi-Stage Draw | Best Use Case |
| 1070-O Pure Al | 35 | 80 | Ultra-deep thin cosmetic shells, tiny corner R |
| 5052-O Al Alloy | 25 | 50 | Medium-depth structural aluminum housings |
| DC04 Deep Draw Steel | 30 | 60 | Low-cost deep stamped containers |
| SUS304 2B Stainless | 15 | 40 | Corrosion-resistant kitchenware, medical parts |
Critical Supporting Rules
1. Corner radius directly affects allowable h/t
Minimum inside fillet R ≥ 3×t; R = 6~10×t is ideal for high depth designs. Too small R drastically cuts the safe h/t limit.
2. Wall thickness variation rule
Bottom radius area thins most (max 85% original thickness); flange edge thickens by ~15–20% naturally. Design extra material allowance if tight tolerance is needed.
3. Wrinkling prevention rule
t/D (thickness / blank diameter) ≥ 1% is non-negotiable. Thin sheets with t/D <1% need stronger blank holder force or thicker raw material.
Surface Treatment & Appearance Requirements for Mass Production
For post-surface finishing, electrophoresis and spray painting are the preferred processes. They can cover minor tiny texture defects of deep-drawn parts, form uniform and dense protective coatings, and ensure consistent color and appearance of batch products. Electroplating is not recommended: electroplating solution easily penetrates into micro-pores of formed parts, causing subsequent blistering, peeling and discoloration, which affects long-term appearance stability.
Surface Treatment Selection Guide for Deep Drawn Parts
1. Deep cup / high depth-to-diameter ratio → Choose E-Coating, Electroless Nickel, Passivation, or Powder Coating (processes with good throwing power / full immersion).
2. Aluminum deep drawn shells → Anodizing (Type II) is industry standard; Type III hard anodize for wear resistance.
3. Stainless steel food / medical grade → Electropolishing + Passivation for sanitary smooth surfaces.
4. Low-cost steel enclosures → Zinc plating + powder coating combo gives best cost-performance.
5. High-wear industrial parts → Hard chrome plating or PVD coating (accept limited inner-wall coverage).
6. Pre-treatment for multi-stage redrawing → Phosphating + lubricant film reduces friction and prevents galling between draws.
Deep Drawing Surface Treatment Comparison Table
| Surface Treatment | Applicable Materials | Corrosion Resistance | Wear Resistance | Decorative Appearance | Cost Level | Deep Draw Compatibility |
| Powder Coating | Steel, Aluminum, Stainless Steel | ★★★★☆ Excellent | ★★★★☆ Good | ★★★★☆ Wide color range, matte/glossy | Medium-High | Excellent — covers drawing marks & minor surface defects uniformly on deep walls |
| Anodizing (Type II/III) | Aluminum only (1070, 3003, 5052, 6061) | ★★★★★ Outstanding | ★★★★★ Very Hard (Type III) | ★★★★☆ Dyeable (black, red, silver etc.) | Medium | Good — uniform film on cylindrical walls; note corner thinning at punch radius may cause uneven coating |
| Zinc Plating (Galvanizing) | Carbon Steel (DC01/SPCC) | ★★★★☆ Good | ★★☆☆☆ Low | ★★☆☆☆ Functional only (silver/color-passivated) | Low | Excellent — thin uniform deposit reaches deep inside drawn shells; low throwing power for very deep parts |
| Nickel Plating (Electroless / Electro) | Steel, Copper, Brass | ★★★★☆ Very Good | ★★★★☆ Good | ★★★☆☆ Bright silver metallic | Medium | Good — electroless Ni has excellent throwing power, coats deep inner walls evenly |
| Chrome Plating | Steel, Brass, Copper | ★★★★☆ Good | ★★★★★ Hard & Wear-resistant | ★★★★★ Mirror bright decorative | High | Fair — poor throwing power; uneven coverage on deep concave walls, high risk of burning at edges |
| Electropolishing | Stainless Steel (304/316) | ★★★★☆ Improves passivity | ★★☆☆☆ Low | ★★★★★ Ultra-smooth mirror finish | High | Good — removes micro-burrs from drawing edges; smooths side-wall tool marks uniformly |
| Passivation | Stainless Steel only | ★★★☆☆ Enhances natural corrosion resistance | ★☆☆☆☆ None | ★☆☆☆☆ No visible change | Very Low | Excellent — chemical dip process reaches all inner/outer surfaces of deep drawn parts |
| Brushed / Polished (Mechanical) | Stainless Steel, Aluminum | ★★☆☆☆ Base material only | ★★☆☆☆ Low | ★★★★★ Premium metallic texture | Medium-High | Fair — external surfaces only; inner walls of deep cups are hard to reach by mechanical brushing |
| Liquid Painting / Spray Paint | All metals (with primer) | ★★★☆☆ Moderate | ★★☆☆☆ Low | ★★★★☆ Unlimited colors & effects | Low-Medium | Good — spray reaches most surfaces; risk of paint pooling at bottom of deep drawn cups |
| Phosphating (Phosphate Coating) | Carbon Steel | ★★☆☆☆ Poor (primer only) | ★☆☆☆☆ None | ★☆☆☆☆ Gray matte, functional | Very Low | Excellent — pre-treatment before painting/powder coat; improves lubrication during redrawing operations |
| PVD Coating | Stainless Steel, Hardened Steel | ★★★★★ Excellent | ★★★★★ Super hard (HV 2000+) | ★★★★☆ Premium colors (black, gold, blue) | Very High | Fair — line-of-sight process; shadow areas on deep inner walls get thinner coating |
| E-Coating / Electrophoresis | Steel, Aluminum, Zinc | ★★★★★ Excellent penetration | ★★★☆☆ Good | ★★★☆☆ Limited colors (mostly black) | Medium | Outstanding — full immersion gives 100% uniform coverage even inside deepest drawn cavities |
Common Defects & Optimization Solutions for Deep Drawing
- Wrinkling: Caused by insufficient blank holder pressure; optimize pressure parameters and blank size.
- Cracking & Thinning: Caused by excessive drawing depth or too small corner R; adopt multi-stage forming and enlarge transitional fillets.
- Orange Peel Surface: Caused by poor material ductility or insufficient lubrication; switch to high-formability materials such as 1070-O aluminum and optimize lubrication process.
- Earing Deformation: Caused by material anisotropy; select materials with balanced R-value and optimize blank unfolding design.
We Can Provide Technical Support to Revise and Enhance Your Product Design
Sheet metal deep drawing is a high-precision manufacturing technology that integrates material characteristics, process control and structural design. High-quality mass-produced deep-drawn parts rely on matched high-ductility materials (especially 1070-O aluminum for high-end appearance shells), reasonable multi-stage forming processes, standardized structural design specifications and reliable surface treatment solutions. Reasonable material selection and structural optimization can not only improve product yield and dimensional stability, but also ensure consistent appearance and long-term service performance of batch products, providing solid technical support for high-quality thin-wall shell manufacturing.