Aluminum Extrusion — Any Profile Shape, Any Length, Any Finish
From simple solid bars to complex hollow multi-chamber sections. In-house die design, extrusion, CNC machining, and anodizing under one roof.
- All uploads are secure and confidential.
What Is Aluminum Extrusion?
Aluminum extrusion is a manufacturing process in which a heated aluminum billet is forced through a precision-machined steel die under high pressure, producing a continuous profile with a constant cross-section. The process is analogous to squeezing toothpaste from a tube — the die opening defines the exact shape of the final profile.
The extruded profile exits the press at 10–50 m/min, is quenched by air or water to set the temper, stretched to correct bow and twist, cut to transport length (typically 5–6m), and then aged (T5: air cooled from press, T6: oven aged at 175°C) to achieve the required mechanical properties. Secondary operations — CNC machining, anodizing, powder coating — are applied after ageing.
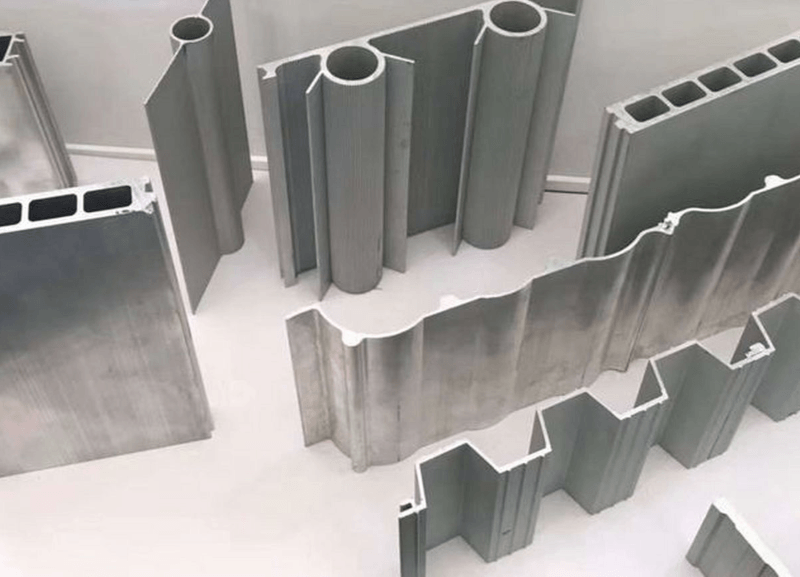
Because the die defines the cross-section, an enormous variety of profile shapes are possible: simple solid bars, open channels, semi-hollow U-sections, fully hollow tubes, multi-chamber structural sections, fin arrays, and T-slot rail systems. Any constant cross-section that fits within the maximum circumscribed circle can be extruded.
Why Choose Samshion ?
Founded in 2010. ISO 9001:2015 certified. 15+ years producing custom aluminum extrusion profiles for thermal, structural, automotive, and electronics applications worldwide.
Standard Dies On-Hand
Ship standard shapes — angles, T-slots, tubes, channels, bars — in 5–10 days with zero new tooling. Browse our standard die library or submit a DXF to match existing stock profiles.
Years of Extrusion Experience
Decade of experience serving heat sink, structural frame, EV, architectural, and OEM extrusion customers globally. Our engineers have seen thousands of profile designs — they'll tell you what works.
9001:2015 Certified Quality
Mill test certificates, dimensional inspection reports, anodize thickness verification, and certificates of conformance standard with every order. Full material lot traceability.
Extrusion Profile Types
Every constant cross-section shape is achievable — die type and lead time depend on whether the profile is solid, semi-hollow, or fully hollow
Solid Profiles
Rods, flat bars, L-angles, T-bars, Z-sections, U-channels, H-sections, and any custom solid shape that has no enclosed void. The simplest die — a single-piece flat plate. Shortest lead time and most straightforward DFM.
- Round / square rods
- L-angles and T-bars
- Flat bars and strips
- Z-sections and I-beams
- Custom solid shapes
Best for: High-volume structural members, rails, bars, and trim profiles.
Semi-Hollow Profiles
Deep U-channels, snap-fit rails, C-sections, and any profile with a nearly-enclosed void where the gap-to-depth ratio is very small. Requires a porthole bridge die to form the near-enclosed cavity. Moderate die complexity.
- Deep U-channels
- Snap-fit groove rails
- C-section enclosures
- Slotted frame members
- Key-slot profiles
Best for: Electronics enclosure channels, snap-fit assembly profiles, and frame members with deep pockets.
Hollow Profiles
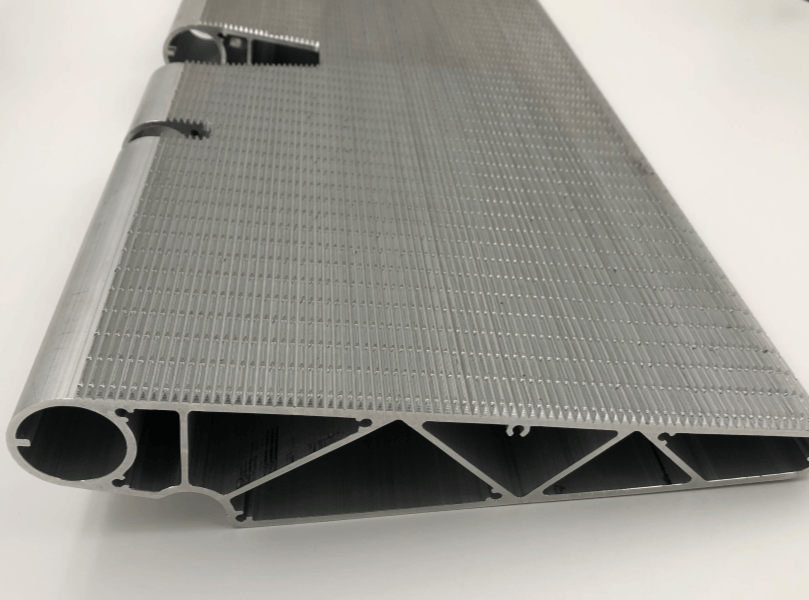
Square/rectangular tubes, multi-chamber structural sections, T-slot frame rail systems, heat sink fin arrays with enclosed base chambers, and all profiles with fully enclosed internal voids. Porthole dies with internal mandrels.
- Square & rectangular tubes
- T-slot machine frame rails
- Multi-chamber sections
- Heat sink fin arrays
- Complex hollow structures
Best for: T-slot frames, heat sinks, structural tube, multi-chamber extrusions, and any enclosed hollow section.