What is PEEK and Why Does It Pose Unique Machining Challenges?
We often receive inquiries from engineers asking why a PEEK part costs significantly more than one made of Aluminum or POM. The answer lies in the material’s extraordinary properties and the rigorous high-precision PEEK prototype machining standards required to process it.
What is PEEK and Why It’s Used in High-Performance Applications?
PEEK (Polyetheretherketone) is a semi-crystalline thermoplastic often regarded as the “King of Plastics.” For our clients in the medical, aerospace, and semiconductor industries, PEEK is the top choice for functional prototypes due to three key factors:
High Temperature Resistance: PEEK can maintain its structural integrity at continuous operating temperatures of up to 250°C and even higher for short periods.
Superior Chemical Resistance: It is virtually insoluble in all common solvents, making it ideal for machining PEEK parts for semiconductor equipment and chemical processing tools.
Exceptional Mechanical Strength: With a high strength-to-weight ratio, PEEK is frequently used for metal replacement prototypes, offering the durability of stainless steel at a fraction of the weight.
Why PEEK is More Difficult to Machine Than Other Plastics?
Achieving tight tolerances for PEEK prototypes is a challenge that requires more than just standard equipment. Our Technical Director, Benny Xu, notes that PEEK’s behavior under a cutting tool is closer to a hard metal than a typical plastic.
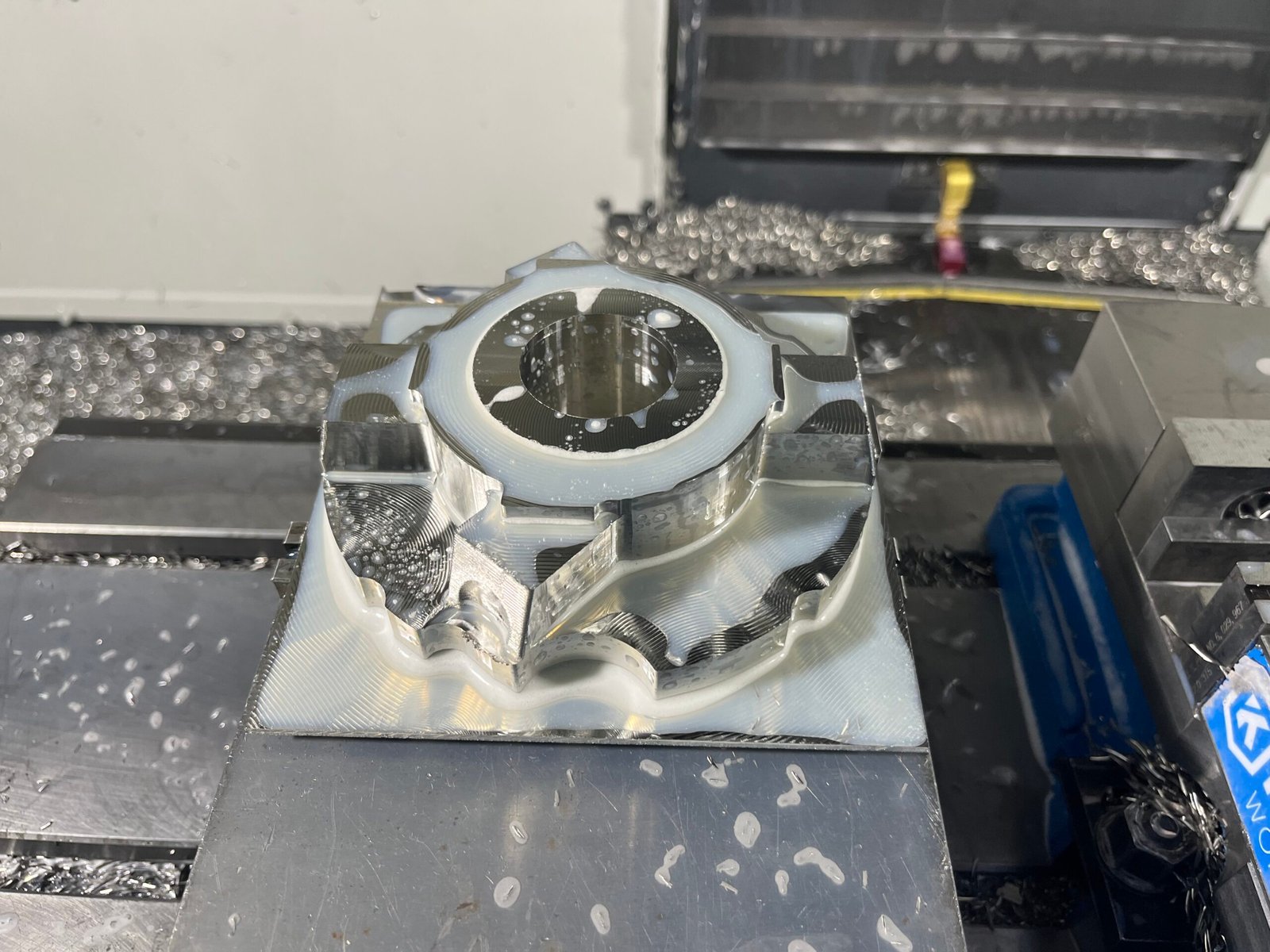
Tool Wear and Cutting Speed Limitations: PEEK is highly abrasive. Standard carbide tools dull quickly, leading to “fuzzing” on the surface. At Samshion, we utilize specialized PCD (Polycrystalline Diamond) or diamond-coated tools to maintain crisp edges and surface finish.
Thermal Sensitivity During Machining: While PEEK resists heat, it also has low thermal conductivity. If the heat generated during CNC machining PEEK isn’t managed correctly, the material can expand locally, leading to dimensional inaccuracies once the part cools.
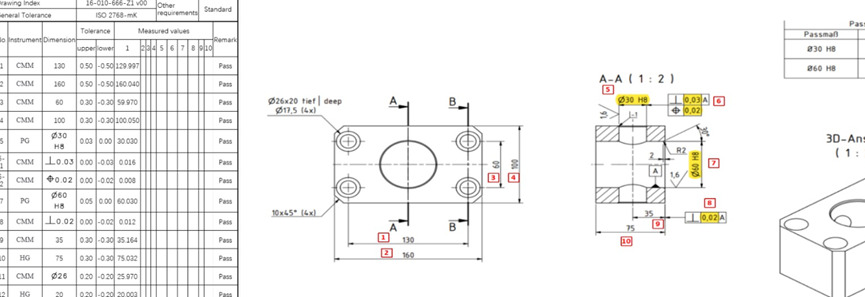
Tolerance Requirements: Because PEEK is often used in critical assemblies (like medical implants or aerospace connectors), the requirement for precision PEEK machining often hits ±0.02 mm. Managing internal stresses through a multi-stage PEEK annealing process is mandatory to prevent warping and ensure these tolerances are met.
What Key Factors Drive Up the Cost of PEEK CNC Machining?
Samshion’s CEO, Reid has always believed in transparency. We can offer reasonable explanations. While PEEK is expensive, the cost is a direct reflection of the material’s scarcity and the high-level expertise required to process it without defects.
Material Costs of PEEK: The “Gold” of Polymers
The single biggest factor in the quote for a PEEK CNC machining service is the raw material itself. PEEK is a high-performance specialty resin with a complex manufacturing process.
Comparison with Standard Engineering Plastics: On a per-kilogram basis, PEEK can be 30 to 50 times more expensive than standard materials like ABS or Nylon 6. While a block of Aluminum might cost a few dollars, a similar-sized block of medical-grade PEEK can cost hundreds.
Impact on Prototype Budgets: Because the raw material is so costly, any mistake during the machining process is financially significant. This necessitates a higher “safety margin” in pricing and a requirement for ultra-precise low-volume CNC production strategies to minimize scrap rates.
CNC Machining Complexity: Precision Comes at a Price
Machining PEEK is not a “set it and forget it” operation. It requires specialized CAM strategies and high-end machinery to maintain high-precision PEEK prototype machining standards.
Tight Tolerances and Slow Machining Speeds: PEEK is tough. To prevent the material from overheating or “smearing,” we must use slower spindle speeds and feed rates compared to softer plastics. This increased machine time directly correlates to higher labor and overhead costs.
Specialized Tooling and Equipment: Standard steel-cutting tools don’t last long against PEEK’s abrasive nature. We invests in diamond-coated and PCD cutters specifically for our precision PEEK machining projects to ensure that every edge is crisp and every dimension is within the requested ±0.02 mm.
Post-Processing Requirements: More Than Just Cutting
The “as-machined” state is rarely the final state for a high-performance PEEK part. The post-processing phase is vital for both aesthetics and functionality.
Deburring, Polishing, and Finishing: PEEK burrs are incredibly stubborn. Unlike metal burrs that snap off, PEEK burrs are flexible and often require meticulous manual deburring under magnification to ensure no loose particles remain—a critical step for medical-grade PEEK prototypes.
Maintaining Dimensional Stability: To ensure the part doesn’t “move” after it leaves the machine, we often perform secondary stress-relief annealing. This specialized heat treatment cycle stabilizes the polymer’s crystalline structure, ensuring your functional PEEK prototype remains dimensionally accurate even in high-heat environments.

How Can You Reduce Your PEEK Prototype Costs Without Sacrificing Quality?
While PEEK is inherently a premium material, smart engineering and strategic sourcing can significantly lower your expenses. Benny, Technical Lead at Samshion, working closely with our clients to identify cost drivers before the first chip is cut.
Here are some of his tips. By implementing these strategies during the development phase, you can maintain high performance while keeping your rapid CNC prototyping costs under control.
Tip 1 – Optimize Your Part Design for Machining
Design for Manufacturing (DFM) is the most effective way to lower the price of precision PEEK machining. Since machine time and material waste are the primary costs, small design changes lead to big savings.
Minimize Deep Pockets and Complex Features: Deep, narrow pockets require specialized long-reach tools and slower feed rates to prevent tool deflection. Whenever possible, design shallower pockets or add larger internal radii to allow for faster material removal.
Use Uniform Wall Thickness Where Possible: Thin walls in PEEK are prone to vibrating or warping during machining. By maintaining a uniform and robust wall thickness (ideally above 1.0 mm), you reduce the need for specialized “low-stress” toolpaths, speeding up the high-precision PEEK prototype machining process.
Tip 2 – Master Wall Thickness for Precision and Stability
In high-precision PEEK prototype machining, wall thickness is the most critical variable for dimensional accuracy. PEEK’s lower elastic modulus (~3.6 GPa) and thermal insulation properties make thin walls a challenge.
Rigidity and Deflection: Walls thinner than 1.0 mm are prone to “spring back” during cutting. This deflection leads to tapered profiles or parts that are out of tolerance.
Thermal Management: Because PEEK does not dissipate heat quickly, thin-walled sections lack the mass to absorb thermal energy. This can cause llocalized softening (Tg ≈ 143°C) and permanent deformation during the CNC machining PEEK process.
Stress Management: At Samshion, we recommend uniform wall thickness to prevent warping. For complex geometries, we implement a Roughing → Annealing → Finishing workflow to ensure the part remains stable after it leaves the machine.
Tip 3 –Choose the Right CNC Machining Provider
Not all machine shops are equipped to handle high-performance polymers. Partnering with a specialist like us ensures you aren’t paying for another shop’s “learning curve.”
Look for Experience with High-Performance Plastics: Handling PEEK requires specific knowledge of annealing cycles and tool geometry. A provider experienced in machining PEEK parts for semiconductor equipment or medical devices will have the optimized workflows to prevent costly material scrap.
Compare Quotes and Evaluate DFM Feedback: Don’t just look at the bottom line. A good provider should offer DFM feedback that helps you reduce costs. Our 3-day CNC prototyping timeline includes a rigorous design review to ensure your part is optimized for both speed and budget.
Tip 4 – Consider Alternative Manufacturing Approaches
Depending on your prototype’s functional requirements, CNC machining might not be the only answer.
Low-Volume Injection Molding: For functional testing, low-volume CNC production remains the gold standard for material properties.
Hybrid Approaches with Machined Inserts: If only one small section of your part requires the extreme properties of PEEK, consider a hybrid design. You can use a more affordable engineering plastic for the main body and use a precision-machined PEEK insert for the critical wear or heat-resistant zone.
Where is PEEK Machining Used and How Does It Replace Metal in Real-World Cases?
PEEK isn’t just a luxury material; it is a critical problem-solver. At Samshion Rapid, we see PEEK solving engineering challenges where metals and standard plastics fail.
PEEK in Medical Devices, Aerospace, and Semiconductor Equipment
The demand for machining PEEK parts for semiconductor equipment and other regulated industries is driven by the material’s purity and resilience.
Medical Devices: PEEK is biocompatible and radiolucent (invisible under X-rays), making it the gold standard for spinal cages, dental implants, and surgical instruments that require repeated sterilization.
Aerospace: Used for exterior fairings and interior connectors, PEEK provides the strength of Aluminum while offering significant weight savings, directly improving fuel efficiency.
Semiconductor: In wafer handling and wet process tools, PEEK’s resistance to aggressive chemicals and low outgassing ensures a contamination-free environment.
Case Study: Reducing Prototype Cost While Maintaining Functionality
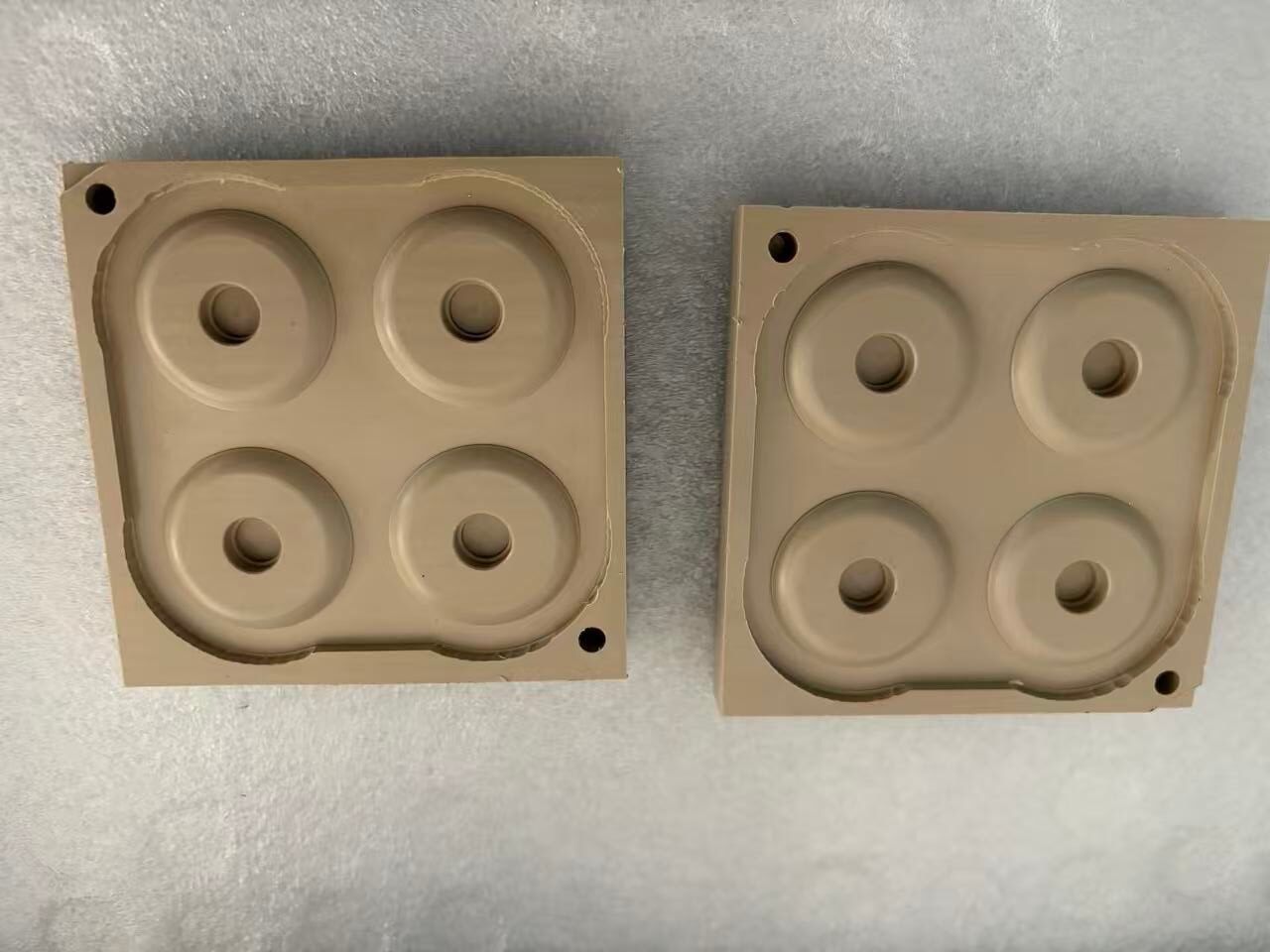
One of our clients in the medical sector required a complex manifold for a fluid-delivery system. The initial design featured several deep, blind holes and ultra-thin ribs that drove the rapid CNC prototyping costs to nearly $1,200 per unit.
The Challenge: The thin ribs were causing thermal warping during the CNC machining PEEK process.
The Samshion Solution: Our engineering team performed a DFM review and suggested increasing the rib thickness by 0.5 mm and adding 2 mm radii to the deep pockets. This allowed us to use standard-length end mills and faster feed rates.
The Result: We reduced the cycle time by 40% and cut the per-part cost by 35%, all while maintaining the ±0.02 mm tolerance required for the manifold’s seals.
Real-World Examples of PEEK Replacing Metal
Many of our clients come to us for metal replacement prototypes. PEEK can often replace Stainless Steel or Titanium in specific environments:
Oil & Gas: Replacing metal seals with PEEK in downhole tools to prevent corrosion while enduring high pressures and temperatures up to 260°C.
Automotive: Using PEEK for wear-resistant bushings and thrust washers, which reduces noise and eliminates the need for external lubrication.
FAQ About PEEK CNC Machining Costs
Before you finalize your project specifications, here are some common questions we receive at Samshion Rapid regarding the budget and execution of PEEK projects:
How much does PEEK CNC machining typically cost?
The cost varies significantly based on part volume and complexity. However, on average, a machined PEEK part can be 5 to 10 times more expensive than an identical part made from Aluminum or POM. This is largely due to raw material costs, which can exceed $300-$600 per kilogram.
Can PEEK prototypes be made faster or cheaper?
Yes. To speed up your rapid CNC prototyping timeline, we recommend using “Industrial Grade” PEEK instead of “Medical Grade” for early-stage fit-testing. Additionally, simplifying internal geometries can reduce machine hours. At Samshion, our 3-day CNC prototyping service is designed to provide quick-turn solutions even for complex high-performance polymers.
Does the PEEK Annealing Process Affect the Total Cost?
Yes, annealing is a critical step in high-precision PEEK prototype machining. Because PEEK accumulates internal stresses during extrusion and heavy machining, multiple stress-relief cycles (annealing) are required to prevent warping. This process adds furnace time and labor, which typically increases the cost but ensures the part stays within ±0.02 mm tolerances.
What is the Best Surface Finish for PEEK Parts?
In most functional PEEK prototypes, an “As-Machined” finish (typically Ra 1.6-3.2 μm) is standard. However, for medical or aerospace applications, we can achieve a mirror-like finish through manual polishing or bead blasting. Be aware that ultra-smooth finishes on PEEK require more labor-intensive post-processing, which will add to the final quote.
What alternatives exist for high-performance plastic prototypes?
If your application doesn’t require PEEK’s full 250°C thermal threshold, consider PPS (Polyphenylene Sulfide) or Ultem (PEI). These materials offer excellent chemical resistance and high strength at a significantly lower material cost, making them great candidates for functional plastic prototypes.
Conclusion: Balancing Performance and Cost in PEEK Prototypes
Choosing PEEK for your next project is a significant investment in quality and reliability. As we’ve explored, the high cost of PEEK CNC machining is a direct reflection of the material’s premium raw price and the technical expertise required to handle its thermal and mechanical complexities.
To recap, the primary reasons your PEEK prototype costs are higher than standard plastics include:
Extreme Material Value: High-grade PEEK resin remains one of the most expensive polymers globally.
Machining Intensity: Slower feed rates, specialized PCD tooling, and multi-stage PEEK annealing processes increase total machine time.
Strict Quality Demands: The sectors using PEEK—medical, aerospace, and semiconductor—demand high precision PEEK prototype machining with zero room for error.
At Samshion Rapid, we specialize in bridging the gap between high performance and budget constraints. By implementing DFM (Design for Manufacturing) optimizations, such as avoiding overly deep pockets and maintaining uniform wall thickness, you can achieve cost-effective PEEK machining without compromising the functional integrity of your parts.
Ready to start your next high-performance project? [Contact us today] for a professional DFM review and a quote within 12 hours.