Introduction: The Cost Paradox in CNC Manufacturing
For many hardware startups and procurement managers, the first quote for a custom project often leads to a “sticker shock” moment. It is the CNC Cost Paradox: why does a single prototype cost $500, while the exact same part costs only $15 in a mass-production run of 10,000 units?
To the uninitiated, this price gap feels like a “small batch penalty,” but in reality, it is a reflection of the fundamental economics of precision machining.
The “Sticker Shock”: Why 1–10 Pieces Dominate the Budget
The surprise often stems from a misunderstanding of how labor is distributed in a machine shop. When ordering 1 to 10 pieces, you aren’t just paying for the material and the time the spindle is spinning; you are paying for the intellectual and manual preparation required to make that first part perfect. In the world of CNC, the first part is always the hardest—and the most expensive—to produce. Whether you need one unit or one hundred, the machine must be programmed, the tools must be loaded, and the workholding must be calibrated.
Fixed Costs vs. Variable Costs: The Scalability Gap
To understand the price dive, we have to look at the relationship between Fixed Costs and Variable Costs:
Fixed Costs (The Front-End):
These include CAM programming, machine setup, tool selection, and custom fixture design. These costs are “one-time” expenses. If it takes 5 hours to program a complex part, that cost is the same whether you run 1 part or 1,000.
Variable Costs (The Per-Unit):
These include raw material (aluminum blocks, steel rods), electricity, and wear on cutting tools. These scale linearly with the number of parts produced.
In low-volume prototyping, the fixed costs represent nearly 80-90% of the total invoice. In mass production, those fixed costs are amortized (spread out) across thousands of units, eventually shrinking until they represent only a tiny fraction of the unit price.
Positioning: Why Prototyping is Essential for Validation
Despite the higher per-unit cost, low-volume CNC prototyping remains an indispensable phase of the product development lifecycle. It serves as the ultimate insurance policy for engineering teams.
Before committing tens of thousands of dollars to injection molding tools or high-volume production lines, CNC prototyping allows engineers to:
Verify Material Properties:
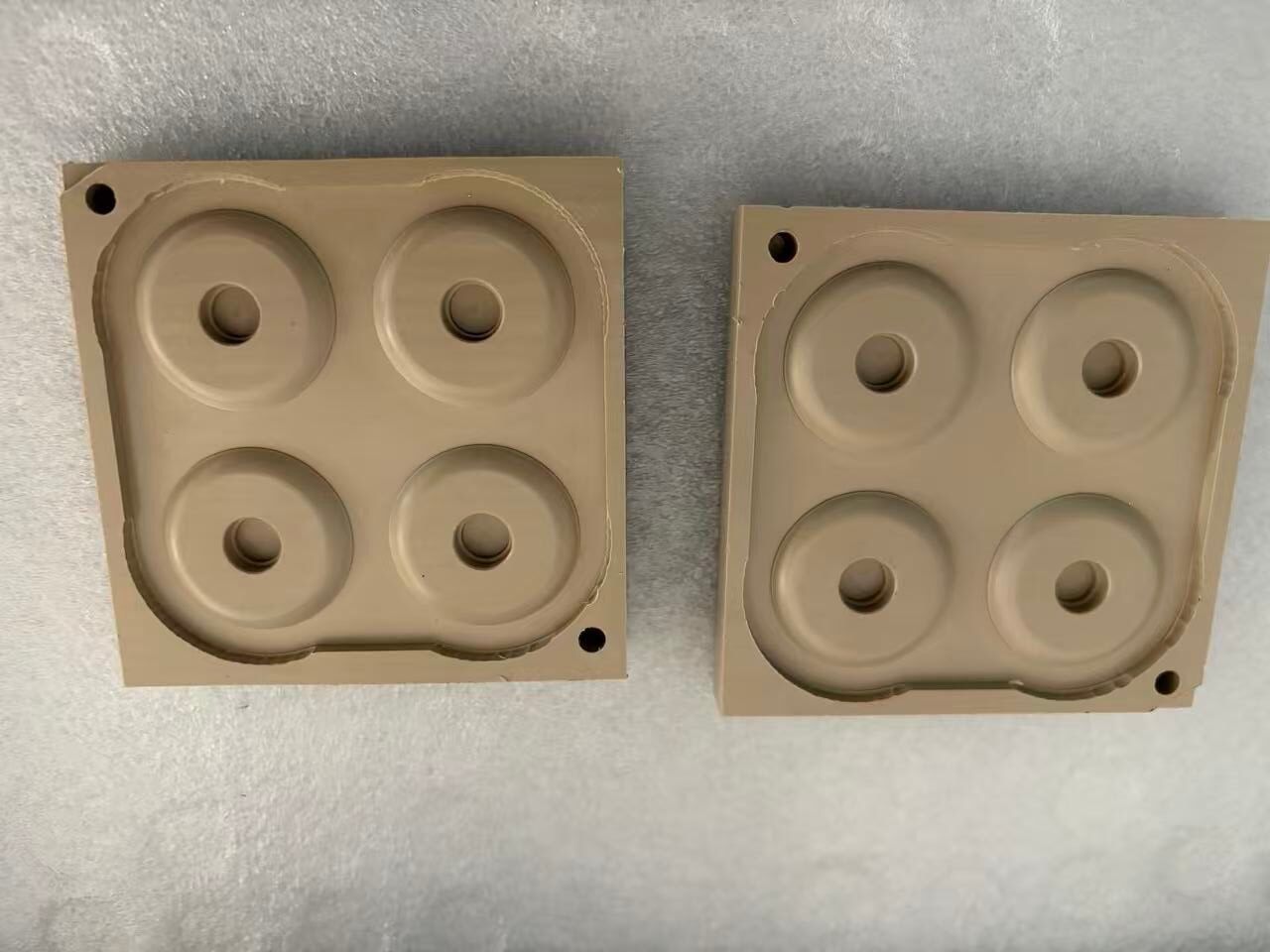
Unlike 3D printing, CNC uses end-use materials (like 6061 Aluminum or PEEK) to test real-world strength and thermal resistance.
Validate Tight Tolerances:
Ensure that press-fits and mechanical assemblies function exactly as intended.
Refine the Design:
Identify “Design for Manufacturability” (DFM) issues early, preventing costly mid-production changes later.
In short, the high price of a prototype isn’t just for a piece of metal—it’s an investment in accuracy and risk mitigation.
Why Do Fixed Costs Remain High Regardless of Batch Size?
In the context of CNC manufacturing, “Fixed Costs” refer to the non-recurring expenses required to prepare a machine for a specific production run. Unlike a 3D printer, which can often begin a job with a simple “click and print” workflow, a CNC mill or lathe is a complex industrial system that requires significant manual and digital preparation before the first chip is ever cut.
What “Fixed Costs” Mean in CNC Manufacturing
In CNC machining, fixed costs are the overhead associated with the pre-production phase. These are essentially the “entrance fee” for using precision machinery. Whether you are producing a single bracket for a space satellite or 5,000 components for a consumer electronic device, the machine shop must perform a set of mandatory tasks to ensure the part is made to specification. These costs cover the specialized labor of engineers and machinists, rather than the physical raw materials.
Why These Costs Do Not Scale Down with Part Quantity
The most frustrating aspect for customers is that fixed costs are quantity-agnostic. The complexity of a part dictates the preparation time, not the order volume.
If a complex aerospace component requires 8 hours of CAM programming, that 8-hour labor cost remains constant. If you order 1 unit, you pay for 8 hours of engineering. If you order 1,000 units, you still pay for those same 8 hours. Consequently, in low-volume runs, these costs are concentrated into a few units, driving the price up. In mass production, these costs are “diluted” or amortized across the entire batch, eventually becoming a negligible part of the unit price.

What Exactly Is CNC Fixturing and Why Is It So Critical?
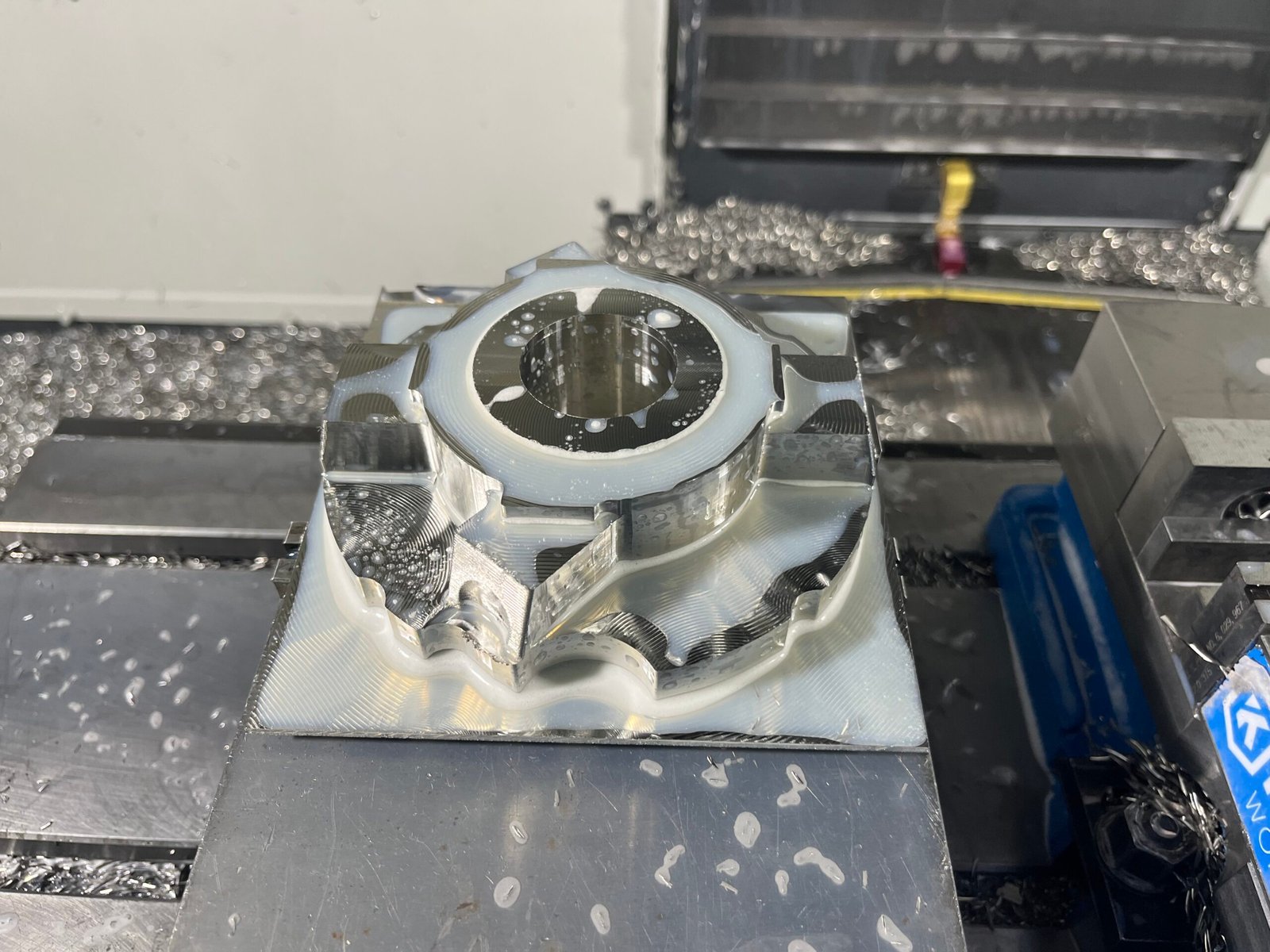
Samshion’s technical lead, Benny, summarized Fixturing as follows: A spindle rotating at 10,000+ RPM drives a carbide cutting tool into a solid block of metal with hundreds of pounds of force. Fixturing is the engineering discipline of holding that workpiece perfectly still, ensuring it does not vibrate, shift, or deflect under these intense cutting pressures.
Definition of CNC Fixturing
In CNC manufacturing, a fixture is a specialized device used to locate and secure a workpiece during the machining process. Unlike a simple “clamp,” a fixture must provide repeatability and stability. It ensures that the part is positioned exactly where the machine’s digital “toolpaths” expect it to be, typically within tolerances as tight as ±0.01 mm.
If the fixturing fails or allows even microscopic movement, the part will be out of spec or the cutting tool may break.
Difference Between Standard and Custom Fixtures
The cost of your project often depends on which category of workholding the shop can use:
Standard Fixtures
These are “off-the-shelf” tools found in every machine shop.
Vises: The most common workholding tool, ideal for square or rectangular blocks.
Chucks: Used in lathes for cylindrical parts.
Collets and Clamps: General-purpose tools for simple geometries.
Cost Impact: Minimal, as the shop already owns these and can set them up quickly.
Custom Fixtures
These are bespoke hardware designed and built for one specific part.
Soft Jaws: Aluminum vise inserts machined to match the unique contour of a part.
Dedicated Jigs: Complex plates with specific pin locations and toggle clamps.
Vacuum or Magnetic Plates: Specialized surfaces for thin or non-ferrous materials.
Cost Impact: High, as they require their own design (CAD), programming (CAM), and machining time before your project even starts.
Why Prototypes Often Require Custom or Semi-Custom Fixturing
It is a common misconception that small parts are always easy to hold. In reality, prototypes are often the most difficult to fixture for several reasons:
Organic and Non-Square Geometries
Modern product designs often feature curved surfaces, ergonomic grips, or aerodynamic shapes. Since these parts don’t have flat, parallel sides, they cannot be held in a standard vise without “slipping.”
Thin Walls and Delicate Features
Prototypes are often used to test the limits of a design. Holding a thin-walled housing without crushing it requires “form-fitting” custom jaws that distribute pressure evenly.
Complex Multi-Side Machining
A prototype might require machining on five different faces. To reach the bottom or side faces, the part must be held by its already-machined features. This requires “second-operation” custom fixtures that nest perfectly into the shapes created in the first step.
In mass production, the cost of a $2,000 custom fixture is negligible. In prototyping, that same $2,000 fixture must be paid for by the first 5 parts, which is why the “per-unit” price for low-volume runs seems so high.
How Do Fixturing Requirements Directly Drive Up Prototype Prices?
While raw material and machine “run time” are easy to calculate, the hidden labor behind workholding is what often triples the price of a prototype. For low-volume runs, you aren’t just paying for the part; you are paying for the custom engineering required to hold it.
Custom Fixture Design and Fabrication
Every unique part shape needs a unique way to be held. If your prototype has organic curves, slanted faces, or complex internal features, a standard vise simply won’t work.
Engineering Time for Fixture Design
Before machining your part, an engineer must often design a second part—the fixture. This requires CAD modeling to ensure the fixture supports the workpiece without interfering with the cutting tool’s path.
Fixture Materials and Machining
The shop must use additional material (typically aluminum or steel) and dedicate machine time to fabricate these fixtures. Essentially, you are paying for the manufacturing of two items just to get one.
The One-Time Cost Burden
In mass production, a $1,500 fixture cost is spread over 10,000 parts ($0.15/part). In a 5-piece prototype run, that same fixture adds $300 to every single unit.
Multiple Setups for Complex Prototypes
Most high-performance prototypes require machining on multiple sides to reach all the features in the CAD model.
3-Axis vs. 5-Axis Machining
In a 3-axis setup, the part must be manually flipped and re-secured for every face. While 5-axis machines can reach more sides in one go, they command a much higher hourly rate, balancing out the cost saving.
Multi-Side Machining Requirements
If a part has features on six sides, it may require six different setups. Each setup involves a “stop-and-start” process: stopping the machine, cleaning the chips, swapping the fixture, and re-calibrating the tool’s position.
Re-Clamping Risks and Tolerance Stack-Up
Every time a human re-clamps a part, there is a risk of microscopic misalignment. To combat this “tolerance stack-up,” machinists must use more precise (and expensive) probing techniques to ensure that features on Side A align perfectly with features on Side B.
Low Reusability in Prototyping
In mass production, fixtures are an investment. In prototyping, they are often a “disposable” expense.
Part-Specific Design
Prototype fixtures are precision-engineered to the exact dimensions of a specific design iteration. Because they are so specialized, they rarely work for other projects or even different versions of the same project.
Not Suitable for Mass Production
Prototype fixtures (often made of “soft” materials like aluminum or even plastic for speed) are designed for accuracy over a few cycles, not for the high-speed, high-wear environment of a 10,000-unit production run.
The Amortization Gap
Since these fixtures have no “future life” beyond your small batch, the shop must recover 100% of the cost immediately. Unlike mass production, where the cost vanishes into the volume, the prototype buyer carries the full weight of the workholding development.

What Are the Hidden CNC Setup Costs Beyond the Physical Fixture?
Samshion’s CEO Reid, drawing on years of experience, realized that: even after the physical fixtures are built, a significant amount of “invisible” labor occurs before the machine spindle makes its first cut. These setup costs are primarily driven by technical expertise and precision calibration. Here are some factors he summarized.
CAM Programming and Toolpath Optimization
Before a CNC machine can move, a manufacturing engineer must use Computer-Aided Manufacturing (CAM) software to translate your 3D CAD model into G-code—the language the machine understands.
Fixed Programming Time
It takes an engineer the same amount of time to program a complex geometry whether the shop is producing 1 piece or 1,000 pieces. If a part requires 4 hours of programming at $75/hour, that $300 cost is a massive burden on a single prototype but a negligible $0.30 on a mass-production run of 1,000.
Extra Verification for Prototypes
Because there is no “trial run” in low-volume work, programmers must spend extra time running digital simulations to ensure the tool won’t collide with the fixture. For tight-tolerance prototypes, they often program more conservative, slower toolpaths to guarantee accuracy on the very first attempt.
Machine Setup and Alignment
Once the program is ready, a machinist must physically “kit” the machine. This is a manual process that requires high-level technical skill.
Work Offset Setup
The machinist must use a high-precision touch probe to locate the exact position of the raw material in 3D space. Finding the “Part Zero” (the X, Y, and Z coordinates) is a meticulous process; if it is off by even 0.02mm, the entire prototype could be ruined.
Tool Length Measurement
Every tool used in the project (drills, end mills, taps) must be loaded into the tool changer and measured. The machine needs to know the exact length and diameter of each tool to compensate for wear and ensure depth accuracy.
First Article Setup Time
For a new project, the “changeover” time—the time it takes to clear the previous job and prep for yours—is a flat fee. In mass production, the machine might stay set up for weeks. In prototyping, the machine is set up and torn down in hours, making the setup labor the dominant cost factor.
Trial Cuts and First Article Inspection (FAI)
In mass production, the first few parts are often considered “sacrificial” to dial in the machine. In low-volume prototyping, you cannot afford to waste material or time.
Test Machining
Machinists often perform “dry runs” (running the program without cutting) or “single-block” the code, manually confirming every move. They may also perform “step-down” trial cuts to verify that the surface finish and dimensions are trending correctly.
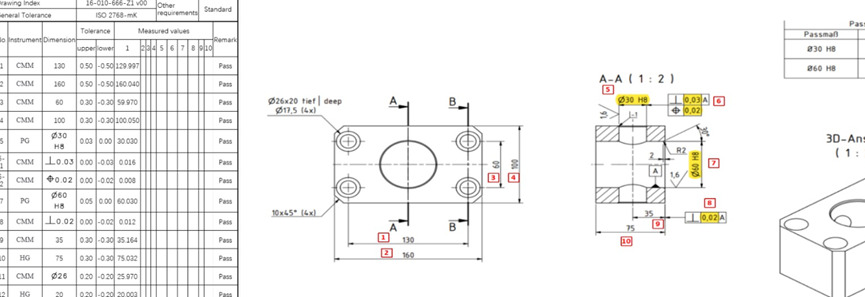
On-Machine Inspection and CMM Checks
Critical features are often measured while the part is still clamped in the machine using automated probes. After the first part is finished, it undergoes a First Article Inspection (FAI), often involving a Coordinate Measuring Machine (CMM) to verify every dimension against the engineering drawing.
Final Adjustments
Based on the inspection data, the machinist may adjust “tool offsets” to correct for microscopic deflections. This cycle of cut-measure-adjust is essential for prototype quality but adds significant labor time that mass production eventually automates or skips through statistical sampling.
Prototype vs. Mass Production: Cost Comparison Table
To visualize why the price gap is so significant, it helps to compare the cost drivers side-by-side. In prototyping, you are paying for expertise and flexibility, whereas in mass production, you are paying for efficiency and repetition.
Cost Comparison: Prototyping vs. Mass Production
| Cost Factor | Low-Volume Prototyping (1–10 pcs) | Mass Production (1,000+ pcs) |
| Setup Cost | High: Full machine “changeover” time is billed to a single small batch. | Low (Amortized): Setup time is spread across thousands of units. |
| Fixture Cost | High: Custom soft jaws or temporary jigs built specifically for one iteration. | Very Low: Permanent, multi-part “tombstone” fixtures or hydraulic automation. |
| Programming Cost | Expensive: Full CAM development and simulation for a design that may change. | Negligible: One-time code optimization; cost disappears into high volume. |
| Per-Unit Machining Time | Higher: Slower, conservative toolpaths used to ensure “first-part-right” success. | Lower: Optimized “high-speed” toolpaths designed to shave seconds off every cycle. |
| Quality Control Intensity | 100% Manual: Every dimension on every part is typically checked by hand or CMM. | Statistical: Automated probing or checking 1 out of every 50 parts (AQL sampling). |
Key Takeaway from the Comparison
Prototyping:
In the Prototyping column, the labor-heavy tasks (Programming and Setup) represent the majority of your invoice. If a shop spends $1,000 on these tasks to make 2 parts, your starting price is $500 before they even buy the material.
Mass Production:
In the Mass Production column, the “machine time” and “material cost” become the only factors that matter. Once the $1,000 preparation is finished and spread over 10,000 parts, it contributes only $0.10 to the unit price, allowing the economy of scale to take over.
When Does Low-Volume CNC Prototyping Remain the Smartest Choice?
Despite its higher per-unit cost, Samshion’s low-volume CNC prototyping remains the optimal solution in several critical scenarios where accuracy, material realism, and risk reduction outweigh pure unit economics.
Functional Testing with End-Use Materials
CNC prototyping allows engineers to machine parts from actual production materials, such as specific aluminum alloys, stainless steel grades, or high-performance plastics like PEEK.
Unlike 3D printing—which often relies on surrogate resins or mechanically inferior polymers—CNC prototypes accurately represent the part’s final strength, thermal resistance, surface finish, and mass.
This is essential for:
Structural stress testing
Thermal cycling and heat exposure trials
Chemical or corrosion resistance validation
In these cases, material integrity is non-negotiable, and only CNC machining delivers trustworthy results.
Tolerance Validation and Mechanical Fit
When a design involves tight-tolerance interfaces, CNC machining is often the only viable prototyping method.
Typical examples include:
Press-fit bearings
Precision shafts and bushings
Hermetic seals or mating surfaces
Low-volume CNC runs allow engineers to confirm that:
Specified tolerances are realistically achievable
Parts assemble correctly under real-world conditions
Dimensional stack-ups behave as expected
This serves as a critical mechanical proof of concept before committing to expensive mass-production tooling.
Pre-Production and Pilot Runs
Before scaling to full production, companies frequently require a bridge batch—typically 50 to 100 units—to validate downstream processes.
These CNC-produced parts are commonly used for:
Marketing and Certification
UL / CE certification testing
Product photography and marketing materials
Investor or internal stakeholder demonstrations
Pilot Assembly
Identifying assembly-line bottlenecks
Detecting Design for Assembly (DFA) issues not visible in CAD
Training assembly personnel with real parts
CNC prototyping provides production-representative components without the risk or delay of committing to hard tooling too early.
High-Value, Low-Demand Parts Where Tooling Is Not Justified
In industries such as:
Aerospace
Medical devices
Motorsport and high-end racing
The total lifecycle demand for a part may be as low as 10–20 units.
In these cases, investing $30,000–$50,000 (or more) in permanent tooling—such as injection molds or die-casting dies—offers no financial return.
Even at a higher unit price, CNC machining remains the most cost-effective solution for:
High-complexity geometries
Low annual volumes
Applications where tooling costs can never be amortized
Bottom Line
Low-volume CNC prototyping is not about cost efficiency per unit—it is about risk reduction, technical validation, and decision confidence.
When failure is expensive, tolerances are tight, or tooling commitment is premature, CNC prototyping remains the smartest engineering choice.
Conclusion: Paying for Knowledge, Not Just Parts
The premium price of low-volume CNC prototyping is an investment in engineering expertise and risk mitigation. You aren’t just buying a component; you are ensuring the success of your entire product lifecycle.
Risk Control: Prototyping costs cover intensive CAM programming and technical oversight, ensuring the first part is perfect and preventing catastrophic costs during mass production.
Knowledge Investment: Fixturing and setup are investments in accuracy. The lessons learned during these stages provide essential data to optimize future hard tooling and automation.
The Samshion Rapid Advantage: Partnering with Samshion Rapid means more than just receiving a part. Our expert DFM insights, high-end CMM metrology, and seamless transition from prototype to scale help you reduce long-term costs and accelerate time-to-market.
At Samshion Rapid, while mass production focuses on machine efficiency, our prototyping services focus on engineering wisdom—guaranteeing your path from CAD to consumer is flawless.