A Technical White Paper on Stability, Tooling, and Quality Control
Executive Summary
Despite the maturity of modern CNC technology, achieving consistent precision in cast iron machining remains a formidable engineering challenge. Cast iron is not a monolithic material; its heterogeneous nature—characterized by varying graphite structures and internal casting stresses—introduces volatility into the machining process. At Samshion Rapid, we view precision not as a single cutting event, but as a system outcome that integrates metallurgical knowledge, rigid machine dynamics, and rigorous thermal management.
The primary risk factors for cast iron components are dimensional drift and poor repeatability, often caused by the release of residual stresses or tool wear. To overcome these, a controlled machining system must prioritize structural damping, specialized tooling, and strategic process sequencing.
Industry Background and Application Scope
Precision cast iron remains the backbone of industries where durability, vibration absorption, and thermal mass are critical. Unlike aluminum or steel, cast iron’s unique “damping capacity” makes it indispensable for high-performance functional assemblies.
Typical Precision Cast Iron Components
Machine Tool Bases and Housings
The foundational structures of CNC machines themselves require absolute flatness and parallelism to ensure the accuracy of the entire system.
Engine Blocks and Transmission Components
These parts face extreme thermal cycling and mechanical loads. Precision-bored cylinders and mating faces are essential for fluid sealing and efficiency.
Hydraulic Valve Bodies and Pump Casings
Perhaps the most demanding application, these require intricate internal galleries and bores with sub-micron cylindricity to prevent pressure loss in high-stakes hydraulic systems.
Common Tolerance Requirements and Failure Consequences
In the world of high-stakes engineering, “close enough” is never sufficient. We frequently manage tolerances in the range of ±0.005 mm to ±0.01 mm for critical bores and surface flatness.
The Cost of Poor Precision
Rework & Scrap
Cast iron is often heavy and expensive to transport; machining errors at the final stage result in massive financial loss.
Assembly Issues
Inconsistent dimensions lead to “stack-up errors,” where individual parts fit their drawings but the final assembly fails to function.
Functional Failure
In hydraulic systems, a deviation of even 10 microns can lead to internal leakage, overheating, and catastrophic system failure.
Material Science Perspective: Cast Iron and Machining Accuracy
The metallurgy of cast iron is the primary variable in dimensional stability. At Samshion Rapid, we treat the material’s microstructure as a technical constraint that dictates our CNC strategy.
Common Cast Iron Grades in Precision CNC Machining
Different grades create different mechanical behaviors during the cutting process:
Gray Cast Iron (HT200 / HT250)
Features flake graphite. While easy to cut, the low tensile strength makes it prone to edge-chipping at tool exit points.
Ductile Iron (QT450 / QT500)
Features spherical graphite. Its steel-like elasticity causes “spring-back,” where the material deflects under the tool and ruins tight tolerances.
Compacted Graphite Iron (CGI)
Its interconnected structure accelerates tool-edge wear, leading to rapid dimensional drift during long production runs.
Microstructure Influence on Machining Behavior
Micro-level traits translate directly into macro-level precision risks:
Graphite Morphology & Stability
Flake graphite acts as a natural chip-breaker, whereas nodular graphite increases cutting resistance, requiring specialized tool geometries to prevent heat build-up.
Residual Stress & Deformation
Castings harbor immense internal tension from the foundry cooling process. Without strategic material removal, these stresses “uncoil” during machining, causing the part to warp or twist immediately after unclamping.
Hard Spots (Metallurgical Inconsistency)
Chilled edges or cementite pockets cause micro-fractures on the tool tip. In precision work, even a 5μm tool chip leads to an immediate rejection of the part.

Machine Stability as the Primary Accuracy Driver
Precision is a battle against physics. At Samshion Rapid, we don’t rely on standard setups; our Haas machine tool configurations are specifically optimized to suppress vibration and counteract thermal expansion.
Machine Tool Rigidity and Structural Design
High-precision outcomes start with the static and dynamic stiffness of the machine.
Spindle Stiffness & Bearings
We utilize high-torque spindles with high-precision ceramic bearings. This setup minimizes radial runout, ensuring that deep bores in hydraulic valve bodies maintain perfect circularity.
Box Way vs. Linear Guideways
While linear ways offer speed, we prioritize Box Ways (Slideways) for heavy cast iron machining. Their larger contact surface area provides superior vibration damping, preventing the “chatter” that ruins surface finishes on tough ductile iron.
Machine Mass
A high-mass machine base—ironically often made of high-grade cast iron itself—acts as a heat sink and vibration absorber, ensuring the cutting tool remains stable even during heavy roughing.
Thermal Control and Long-Run Stability
Thermal expansion is the hidden enemy of consistency. A machine tool can “grow” by several microns as it warms up.
Thermal Growth & Drift
Friction in the spindle and ballscrews generates heat, causing linear dimensional drift. Without control, a hole drilled at 8:00 AM will not align with one drilled at 2:00 PM.
Warm-up Cycles & Compensation
We implement standardized warm-up protocols to reach thermal equilibrium before machining begins. Furthermore, our CNC systems utilize real-time temperature sensors to apply thermal compensation offsets, maintaining accuracy throughout long production runs.
Fixturing Strategy for Cast Iron Components
Even the best machine cannot compensate for a part that is distorted during clamping.
Stress-Free Clamping
Samshion’s operators apply the 3-2-1 constraint principle using calibrated hydraulic fixtures. This ensures the part is fully secured but remains in a “relaxed” state.
Repeatability in Batch Production
By using precision master datums and custom-engineered fixtures, we ensure that every casting in a batch is positioned with zero deviation, maintaining a high Cpk index for mass production.
Tooling Engineering for Precision Cast Iron Machining
Benny Xu, Technical Manager at Samshion, believes that the cutting tool is the bridge between machine stability and part precision. Thus, selecting the right tool is a science of balancing wear resistance against cutting forces. Based on his experience, it can be summarized into the following three elements.
Cutting Tool Materials
We select tool substrates based on the specific cast iron grade and the required production volume.
Advanced Coated Carbide
For general precision work and complex geometries, we utilize multi-layer TiAlN or AlTiN coated carbides. These coatings provide a thermal barrier, protecting the tool from the abrasive nature of cast iron.CBN (Cubic Boron Nitride) for Finishing
When the requirement is Ra 0.8 or tighter, Samshion Rapid deploys CBN tooling. CBN is second only to diamond in hardness but offers superior thermal stability in ferrous machining. This allows us to perform “hard milling” of cast iron, achieving grind-like finishes directly from the spindle with zero dimensional drift over hundreds of parts.
Tool Geometry Optimization
Generic tool geometry leads to inconsistent tolerances. We optimize the “micro-geometry” for the specific iron type.
Edge Preparation (Honing)
Instead of a razor-sharp edge which can brittle-fracture on cast iron, we use a controlled “land” or radius on the cutting edge. This strengthens the edge against the micro-impacts of graphite flakes.
Geometry Differences (Gray vs. Ductile)
Gray Iron
We focus on chip-breaking geometry to manage the fine dust and prevent “breakout” at the exit edges.
Ductile Iron
We utilize high-positive rake angles to slice through the tougher ferritic-perlitic matrix, reducing the “pushing” force that causes part deflection.
Tool Wear Control and Predictability
In precision machining, a worn tool is a “lying” tool—it changes the part dimension without the CNC knowing.
Impact on Dimensional Accuracy
As a tool wears, cutting forces increase, causing more vibration and heat. At Samshion Rapid, we monitor tool wear at the micron level to prevent the “tapering” effect in deep bores.
Predictive Replacement Strategy
We don’t wait for tool failure. Our engineers use Tool Life Management (TLM) software within the CNC control to track “minutes in cut.” We implement redundant tooling (Sister Tools) to automatically switch to a fresh cutter before wear affects the Cpk index of the batch.
Process Parameter Control
At Samshion Rapid, operators treat process parameters as a precision-balancing act. High-speed removal must never compromise the structural integrity of the casting surface.
Cutting Speed, Feed, and Depth Optimization
Precision starts with a clear distinction between material removal and dimensional refinement.
Roughing vs. Finishing Parameter Separation
During roughing, we focus on thermal management and bulk removal. However, for finishing, Samshion Rapid utilizes a “light and fast” strategy—low depth of cut ($a_p$) combined with high cutting speeds ($V_c$). This minimizes the cutting pressure that leads to part deflection and tool-tip vibration.
Preventing Edge Chipping and Surface Tearing
Cast iron, particularly gray iron, is prone to “breakout” at the edges. We implement optimized lead-in and lead-out toolpaths, reducing the feed rate by 50% at entry and exit points. This ensures sharp, crisp edges and prevents the “tearing” of the graphite matrix, which can ruin surface integrity.
Dry Machining and Dust Management
One of the hallmarks of a professional cast iron facility is how it handles the “graphite problem.”
The Advantages of Dry Machining
For many high-precision cast iron projects, Samshion Rapid prefers dry machining. Why?
Thermal Shock Prevention
Machining cast iron with traditional coolant can cause microscopic thermal cracks in the tool tip due to rapid heating and cooling cycles.
Surface Integrity
Dry machining prevents the formation of “sludge”—a mixture of graphite dust and coolant that can act as an abrasive paste, prematurely wearing down the part’s surface finish.
Advanced Dust Management at Samshion Rapid
Graphite dust is electrically conductive and abrasive. Our machines are equipped with high-volume localized dust extraction systems. By capturing 99% of particles at the spindle point, we protect the machine’s internal electronics and ensure a clean environment, which is essential for maintaining the accuracy of our linear scales and encoders.
Operator Safety and Environmental Control
Beyond machine health, our extraction systems ensure that the workshop air remains within strict safety standards, reflecting our commitment to a sustainable and professional manufacturing environment.
Machining Strategy and Stress Management
Dimensional drift is rarely caused by the machine failing to hit a coordinate; it is caused by the material “moving” as internal stresses are released. A sophisticated machining strategy is designed to neutralize these hidden forces.
The Rough–Semi–Finish Process Design
The machining cycle must be a strategic sequence that brings the casting into a state of equilibrium.
Stress Release After Rough Machining
Roughing removes the casting’s “skin,” which typically contains the highest residual tension. This stage intentionally “disturbs” the part. By leaving specific amounts of stock (0.5 mm to 1.0 mm) for semi-finishing, the part is allowed to undergo its primary deformation before critical tolerances are established.
Strategic Aging and Rest Time
A critical industry standard for ultra-precision components is the implementation of “rest periods” between operations. At Samshion Rapid, we allow a 24-to-48-hour stabilization window after heavy roughing. This allows the internal crystalline structure of the iron to settle, ensuring that once the final finish pass is performed, the part remains dimensionally stable throughout its service life.
Toolpath Planning for Accuracy
The way the tool engages the material is calculated to minimize both mechanical strain and heat transfer.
Climb Milling vs. Conventional Milling
For finishing cast iron, Climb Milling is preferred. This strategy starts with the thickest part of the chip, reducing the friction and “rubbing” at the start of the cut. This minimizes work-hardening and heat transfer into the part, which is essential for maintaining sub-10-micron tolerances in ductile iron.
Avoiding Chip Re-cutting
Re-cutting abrasive cast iron dust is a leading cause of surface tearing and localized heat spikes. Toolpaths should be engineered with optimized air-blast or vacuum extraction clearance, ensuring the cutter always meets virgin material.
Thermal Accumulation Control
Utilizing Trochoidal Milling and constant-engagement toolpaths helps spread the heat load across the tool and the part. By preventing “heat soaking” in thin-walled sections of the casting, we eliminate the thermal expansion that often causes bores to become out-of-round after the part cools.
Quality Control System for Precision Assurance
In precision cast iron manufacturing, measurement is not merely a post-process step; it is a real-time feedback loop. Jeff Zhu, quality manager at Samshion, believes that a robust quality system must account for the unique thermal and mechanical properties of iron to ensure that “design intent” matches “as-built” reality.

In-Process Measurement and Compensation
Modern CNC technology allows for the correction of errors before they occur.
Spindle Probes and In-Cycle Inspection
We utilize high-precision infrared spindle probes to calibrate the part’s position after the roughing phase. By measuring the actual “distorted” state of a casting after stress release, the CNC can automatically shift its coordinate system to ensure finish-machining is perfectly centered.
Automatic Offset Correction
By integrating tool-setting probes, the system monitors tool wear in real-time. If a CBN insert shows even 0.002 mm of wear, the system applies an automatic compensation offset, maintaining a flat tolerance curve throughout the entire production batch.
Post-Machining Inspection
Final validation must be conducted in a metrology-grade environment to negate external variables.
CMM Inspection Strategy
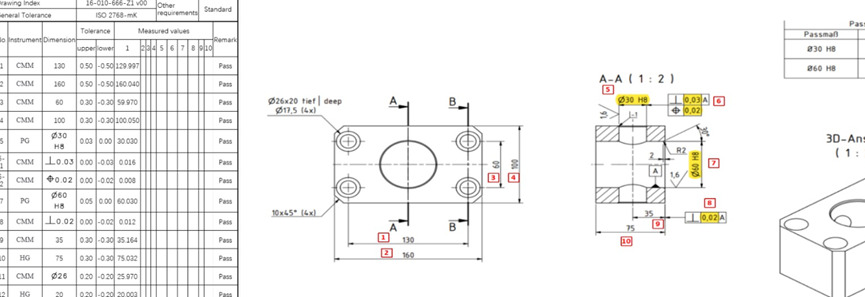
Critical GD&T features—such as the cylindricity of hydraulic bores or the perpendicularity of mating faces—are verified using a Coordinate Measuring Machine (CMM) in a temperature-controlled laboratory 20 ± 0.5°C.Critical GD&T Control Points
For cast iron housings, we focus on Position, Flatness, and Parallelism. Because iron has a specific coefficient of thermal expansion, we allow parts to “soak” in the lab environment for 24 hours prior to final measurement to ensure the highest degree of accuracy.
Statistical Process Control (SPC)
Consistency is the ultimate benchmark of a precision partner.
Process Capability (Cp / Cpk) Monitoring
We don’t just measure the part; we measure the process. By tracking dimensions across hundreds of units, we ensure our Cpk remains above 1.33 (or 1.67 for critical aerospace/medical components).
Batch-to-Batch Consistency
Through standardized fixture datums and rigorous tool-life management, Samshion Rapid ensures that the 1,000th part is an exact twin of the 1st, providing seamless integration for our clients’ assembly lines.
Typical Precision Issues and Root Cause Analysis
Even with high-end CNC centers, achieving consistent precision in cast iron machining can be challenging. The following highlights the three most common technical issues encountered in large-scale production, along with their root causes and mitigation strategies.
Dimensional Drift Over Long Production Runs
Symptom
Parts produced in the morning meet specifications, but by late afternoon, dimensions begin to drift beyond acceptable limits.
Root Cause
Thermal displacement is the primary factor. Continuous operation of the CNC spindle and lead screws generates frictional heat, causing machine components to expand. Even small changes in the machine’s thermal state can shift bore positions by several microns.
Solution
Implement automated thermal compensation cycles and maintain a temperature-controlled shop floor to ensure the system reaches thermal equilibrium before and during production.
Surface Roughness Inconsistency
Symptom
Surface finish (Ra) varies between parts, or “tearing” marks appear on otherwise smooth surfaces.
Root Cause
This is usually caused by metallurgical inconsistencies, such as hard spots or cementite pockets, and micro-chipping of the tool edge. Cast iron is highly abrasive, and once a carbide insert’s edge is compromised by a hard spot, cutting forces increase, leading to vibration and degraded surface quality.
Solution
Adopt CBN (Cubic Boron Nitride) tooling for finishing and implement strict Tool Life Management (TLM) protocols to replace inserts before wear affects the part quality.
Batch-to-Batch Variation
Symptom
Dimensions remain stable within a single batch, but a new casting shipment introduces offset errors.
Root Cause
Variations in cooling rates and chemical composition between foundry heats lead to differing internal residual stresses. Castings with higher residual stress can warp more during roughing compared to “softer” castings from previous batches.
Solution
Use in-process probing to re-zero the work coordinate system for each new casting and enforce a standardized stress-relief aging period for all incoming material.
Case Study: Stable Production of High-Precision Cast Iron Components
To illustrate the practical application of the strategies discussed, we examine a recent high-precision project involving a critical industrial assembly.
Part Description & Requirements
A complex hydraulic manifold block cast from Ductile Iron (QT500). The design required a core bore with a diameter of 80 mm, featuring a cylindricity tolerance of 0.008 mm and a surface finish of Ra 0.4.
Initial Challenges
During initial trials, the part experienced significant “spring-back” after unclamping, and the abrasive nature of the ductile iron caused tool wear that led to a dimensional drift of 0.015 mm over a 20-piece run.
Corrective Actions
Process Redesign: Transitioned from a two-stage process to a three-stage approach (Rough → Semi-Finish → Stress Relief Rest → Finish).
Machine Optimization: The job was moved to a Samshion Rapid box-way machine to take advantage of its superior vibration damping.
Tooling Upgrade: Switched from coated carbide to CBN inserts for the final pass to ensure the cutting edge remained molecularly sharp throughout the batch.Achieved Results
The refined process delivered a stable Cpk of 1.62. Scrap rates dropped from 15% to nearly zero, and the final surface finish was consistently held at Ra 0.35, exceeding client expectations.
Conclusion and Engineering Recommendations
Achieving precision in cast iron CNC machining goes far beyond simply “following a CAD model.” At Samshion Rapid, we understand that success requires deep respect for the material’s internal forces, combined with a machine environment capable of managing its unique demands. Every step—from roughing to finishing—must be carefully orchestrated to maintain dimensional stability and surface integrity.
Precision is a system outcome. Accuracy is not the result of a single factor; it emerges from the integration of Material Science → Machine Rigidity → Thermal Control → Tooling Strategy → Metrology. Our team ensure that each link in this chain meets the highest standards. If any part of the system is weak, the reliability of the final casting is compromised—but by maintaining control across all factors, we consistently deliver components that meet and exceed client expectations.
For engineers and decision-makers seeking a precision cast iron partner, there are key indicators of expertise. We excels in Integrated Stress Management, carefully planning the timing between roughing, semi-finishing, and final machining to minimize internal stress deformation. Our Machine Capability features high-mass, rigid box-way structures with active thermal compensation to ensure micron-level stability over long production runs. Finally, our Measurement Integrity is guaranteed through an in-house, temperature-controlled CMM lab, where critical GD&T features are verified and corrected in real time to compensate for thermal effects.
Looking for a reliable partner for cast iron machining? Contact us today to discuss your project requirements. Send your 2D/3D drawings to our team, and we will provide a comprehensive quote within 12 hours.